Det förra inlägget i februari handlade mestadels om den gamla fyrboxen och reparationer av rundpannan. I det här inlägget får vi se hur den nya fyrboxen tillverkas och monteras hos VEÅ i Sävsjö.
För första gången troligen sedan 60-talet har en helt ny smidd fyrbox till en historisk ånglokspanna tillverkats i Sverige!
På bilderna nedan ser vi hur pannsmederna smider fyrboxens gavlar.
Det går åt stora mängder gas för att värma och mycket bankande med träklubba för att forma den tjocka plåten till mjukt rundade former. De rundade hörnen är viktiga för att ge elasticitet och undvika sprickbildning när pannan är i drift och expanderar vid uppvärmning.




När gavlarna är färdiga bockas det omfamnande svepet runt gavlarna till passning.



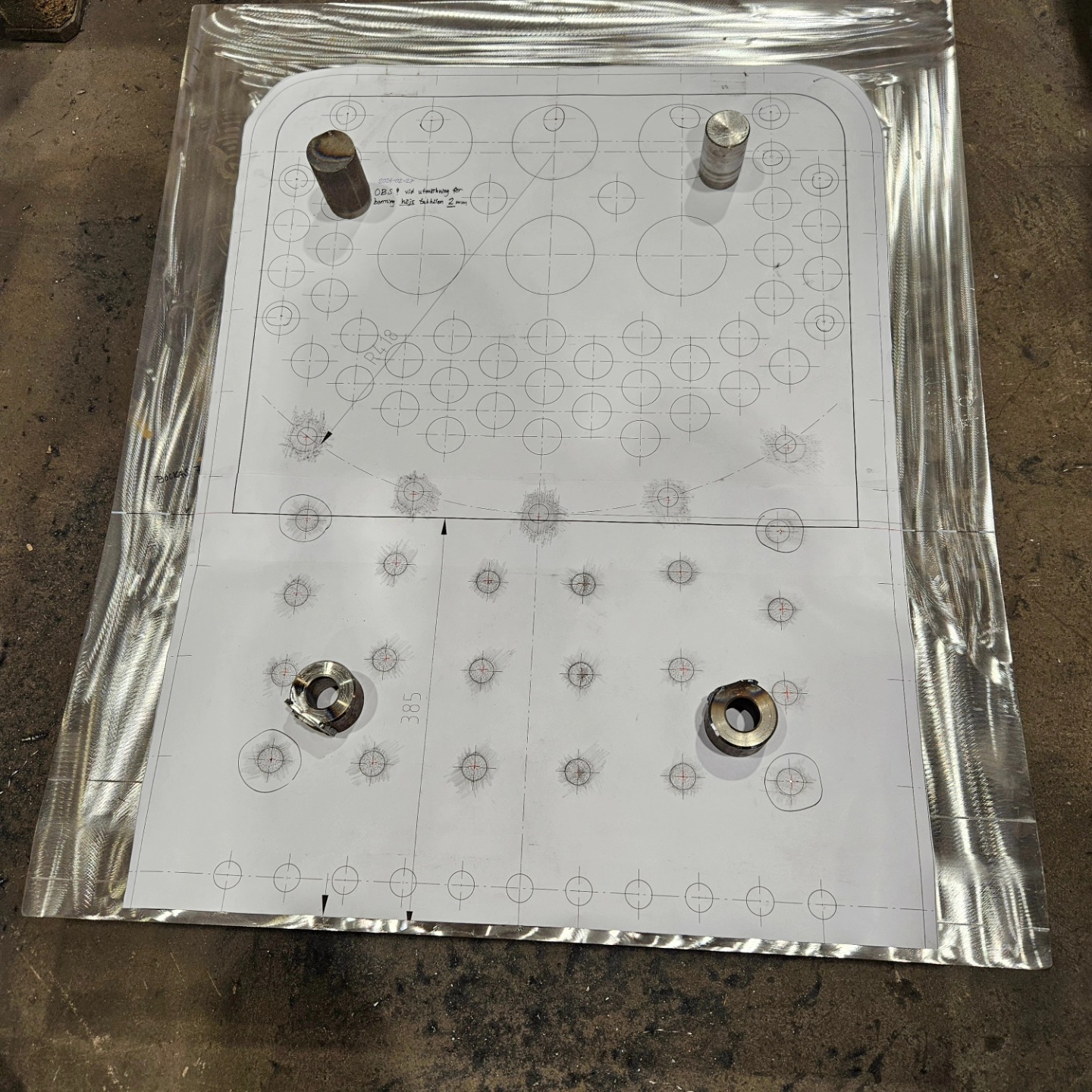
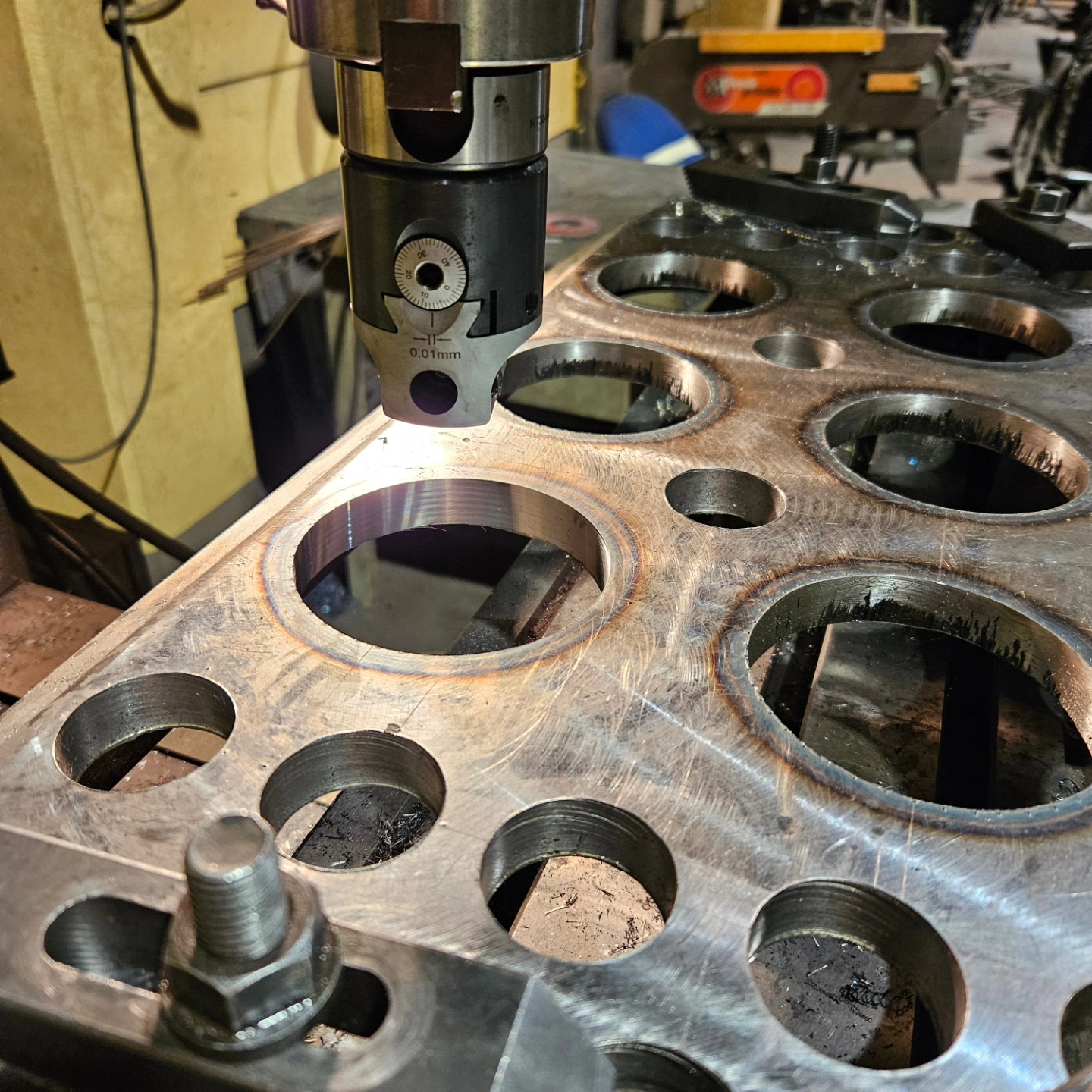
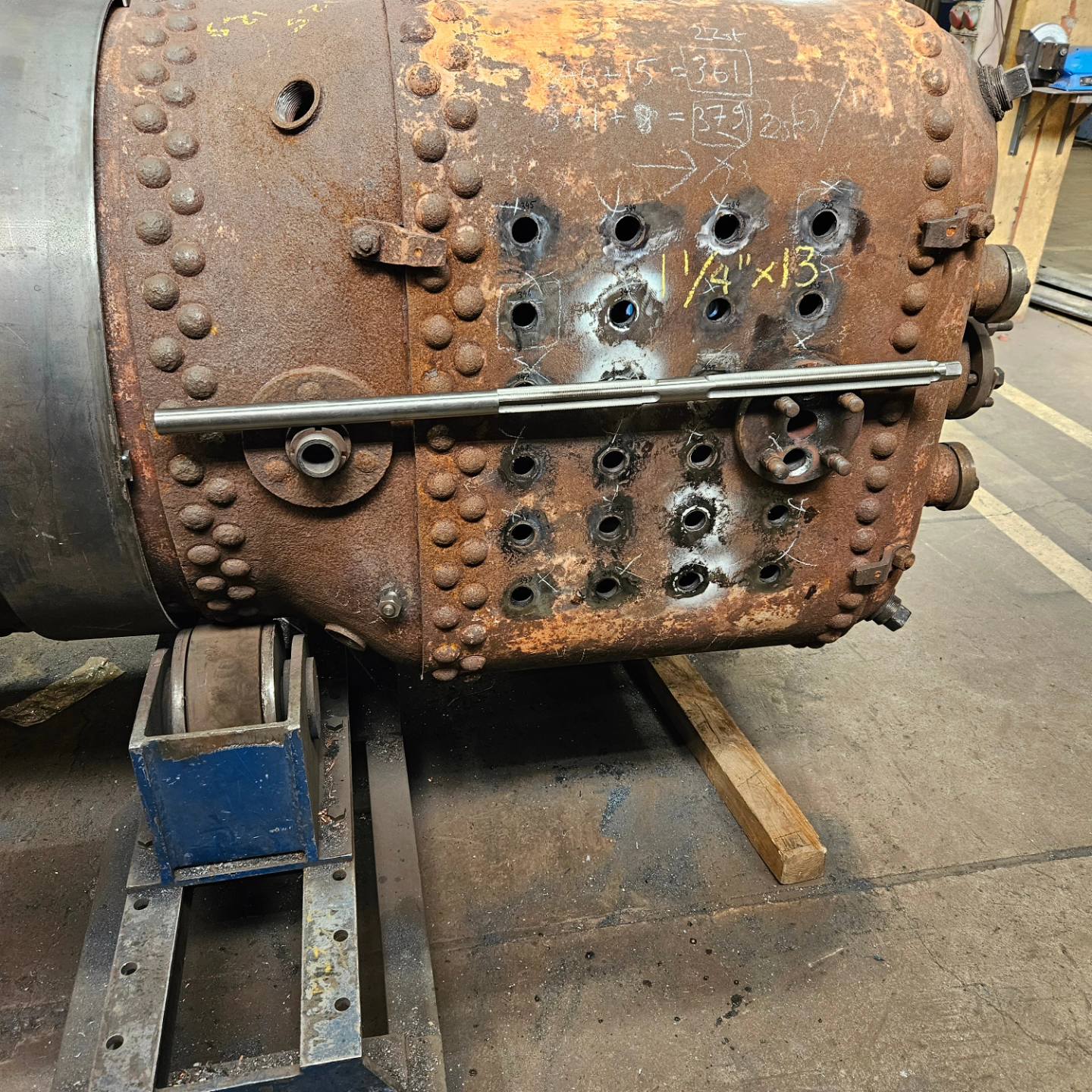
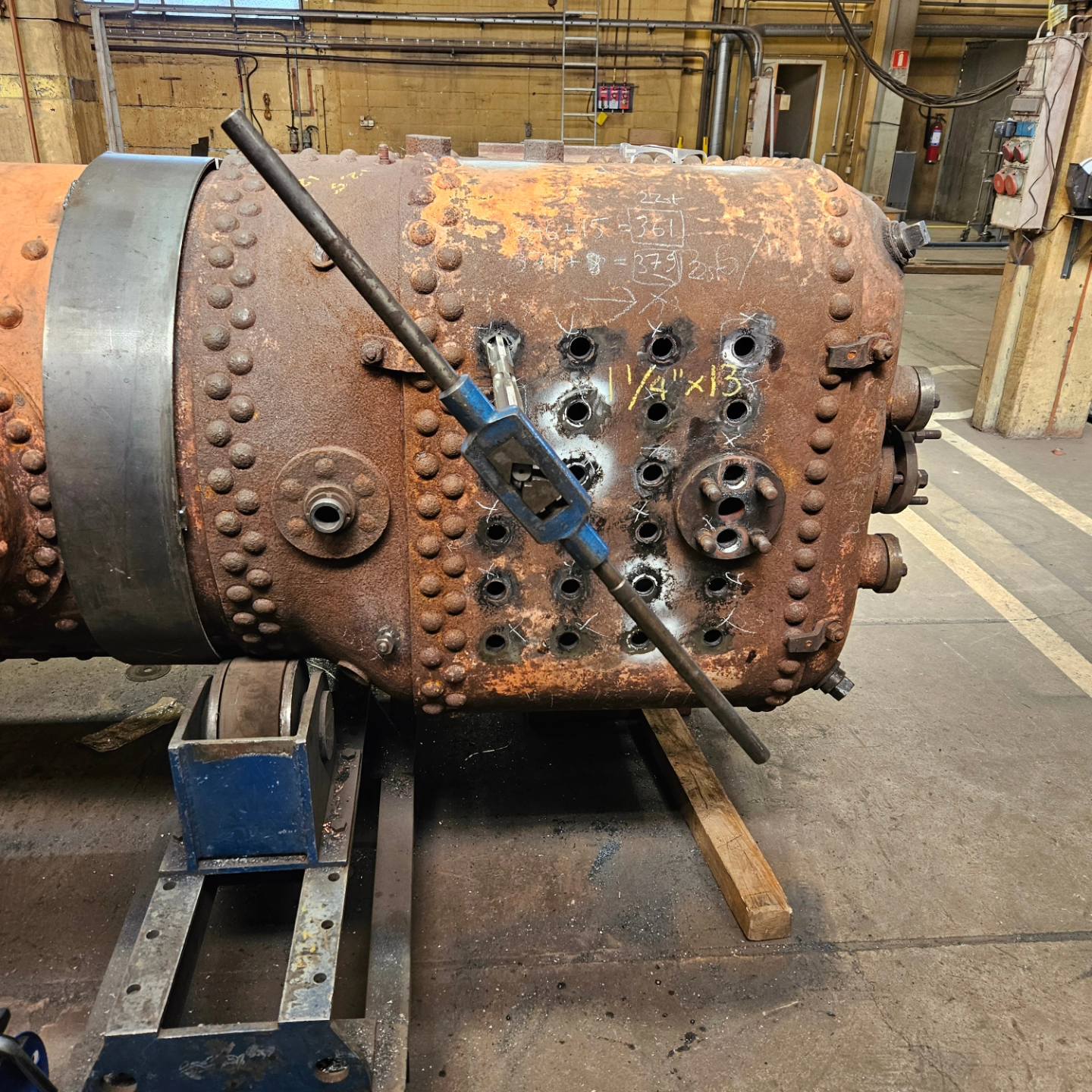
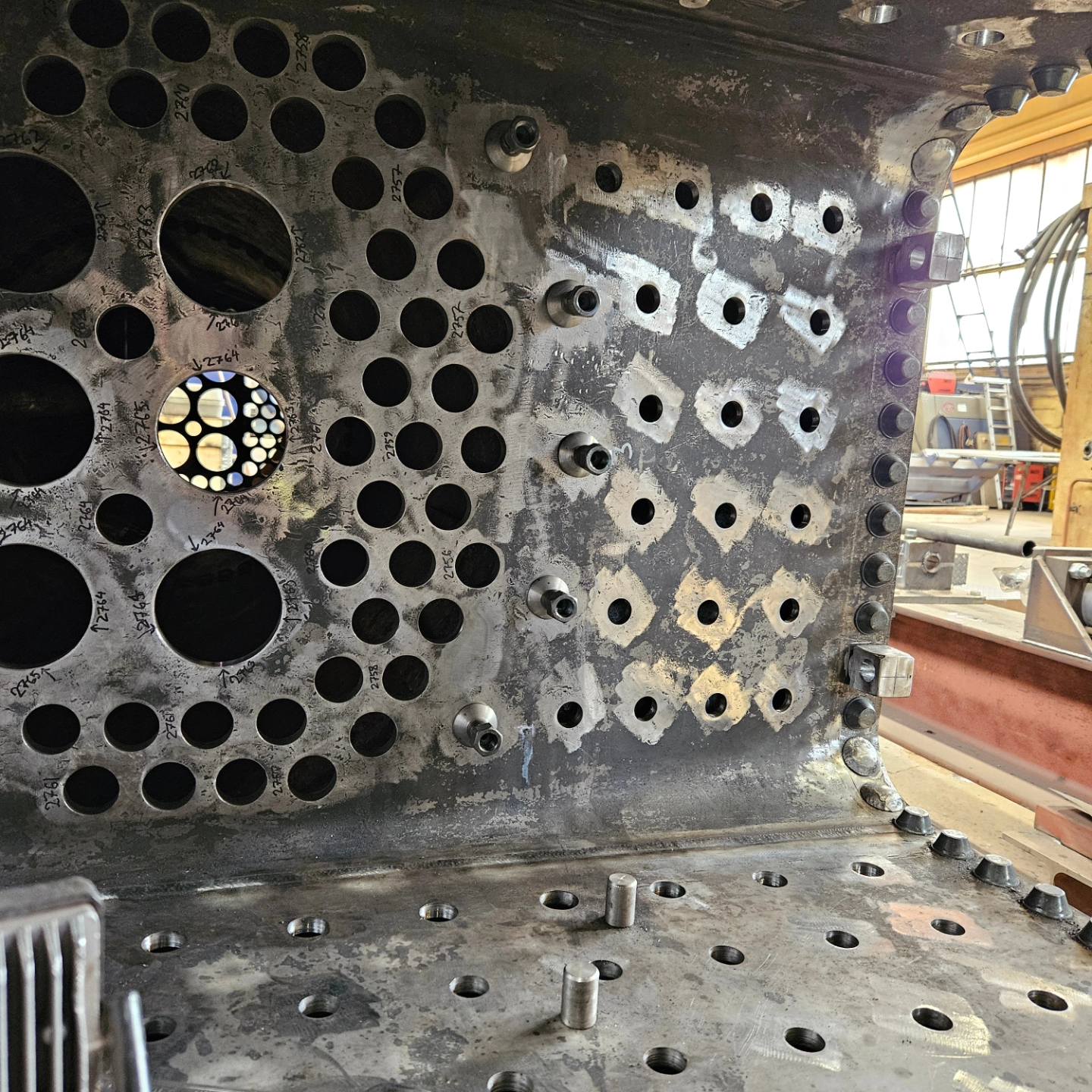
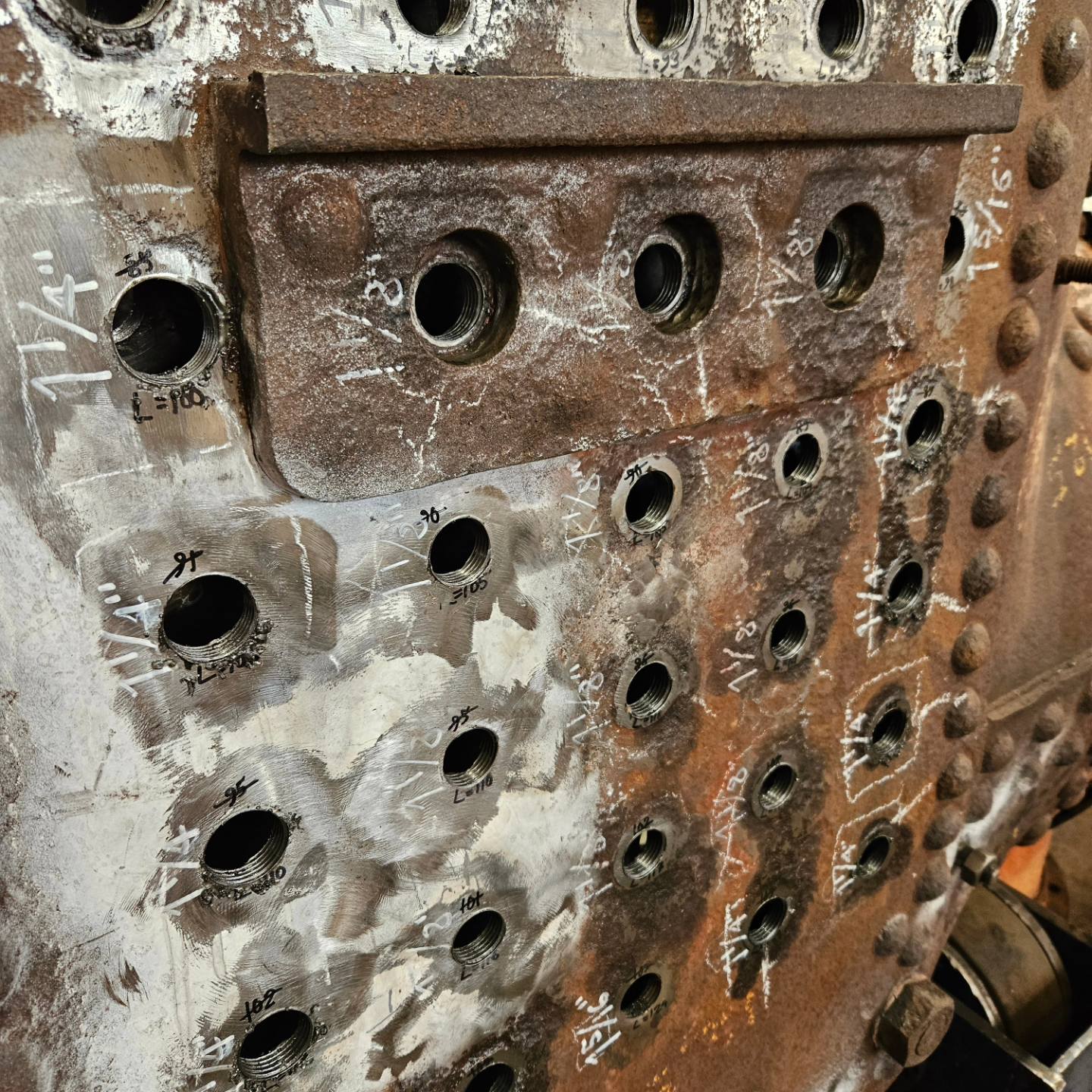
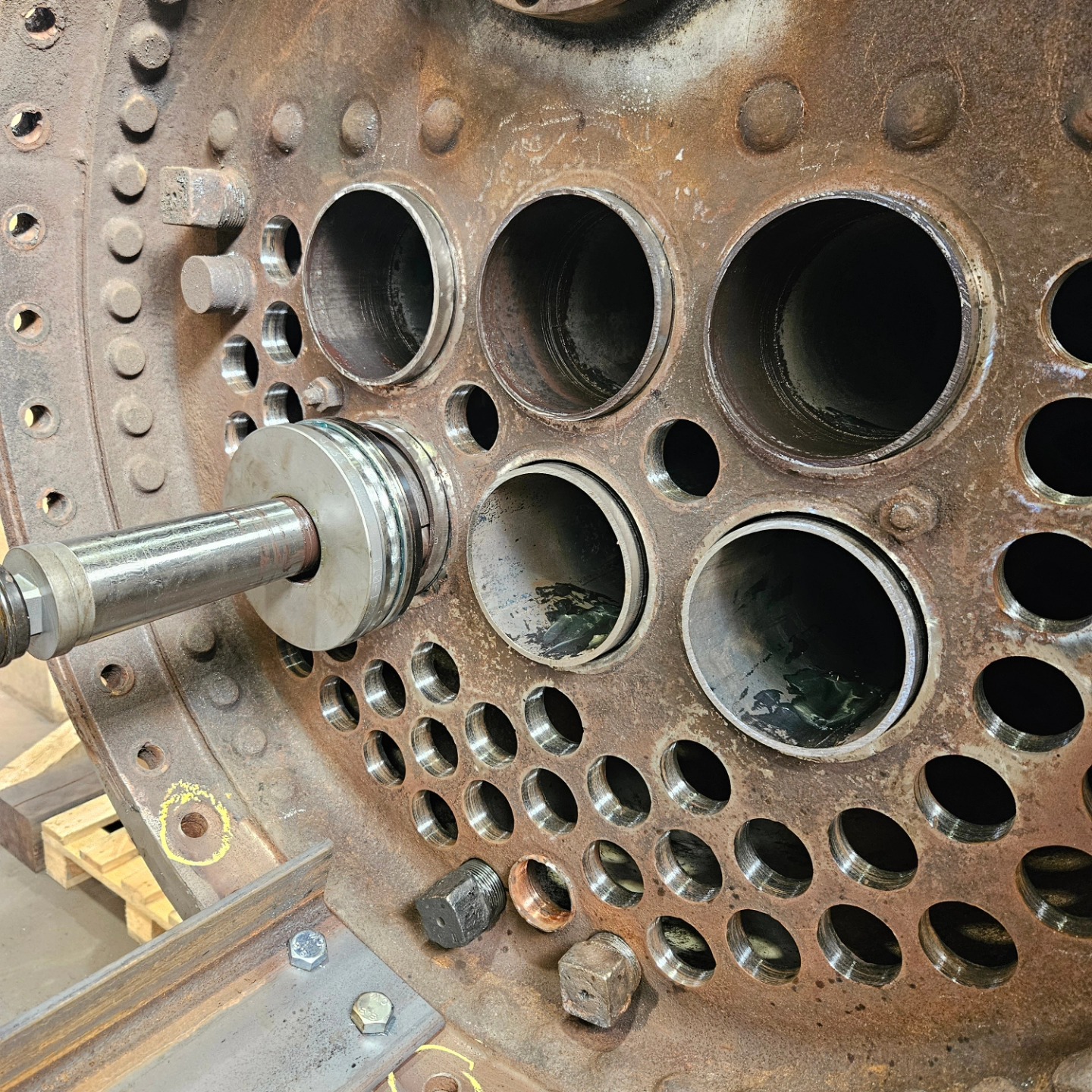
Hål för tuberna borras.




Fyrboxen monteras och varmnitas på plats med hydraulpress med långa nitar genom bottenringen och eldstadsringen (för fyrluckan). I hörnen, där det inte finns plats för genomgående nitar, kompletterade med skruvar.




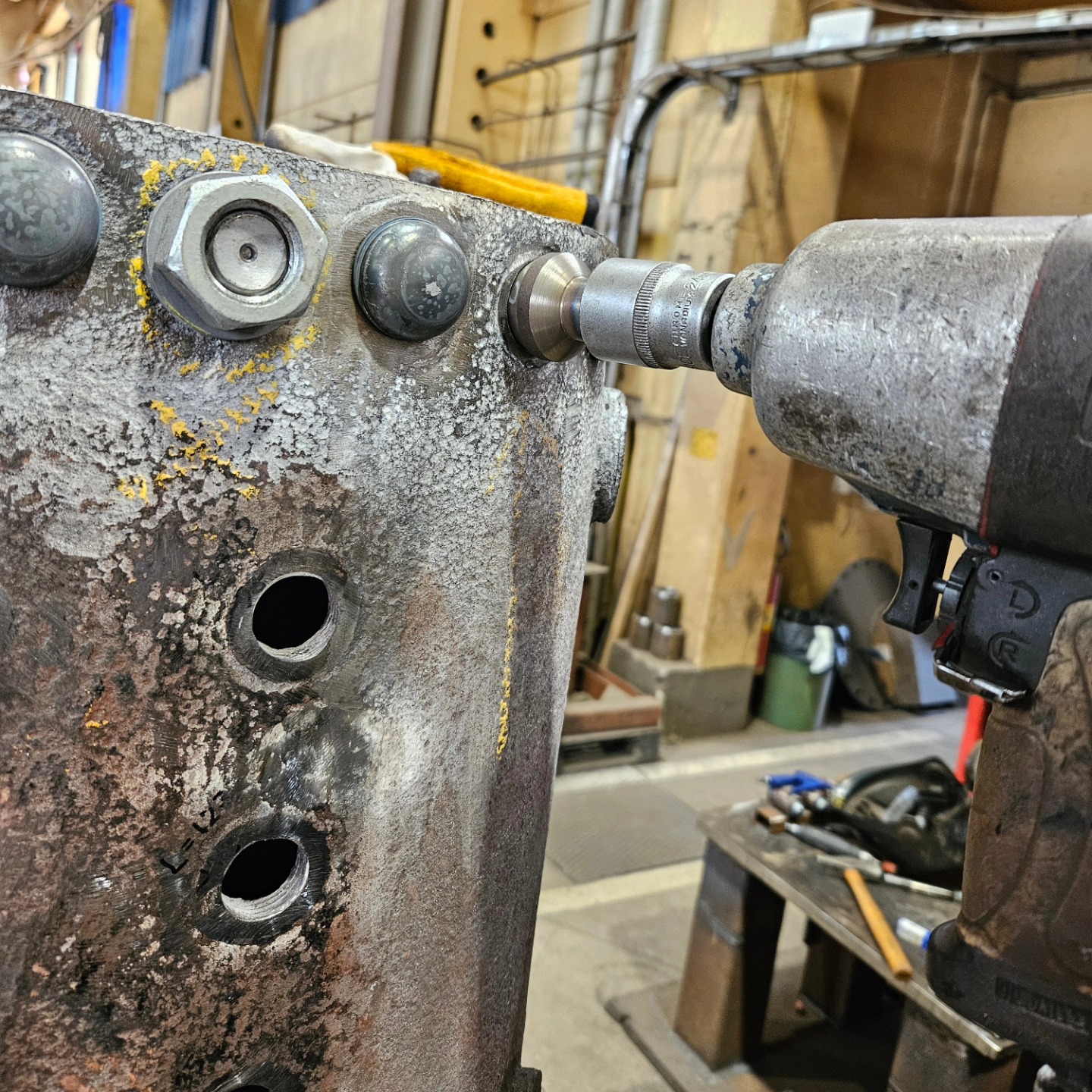


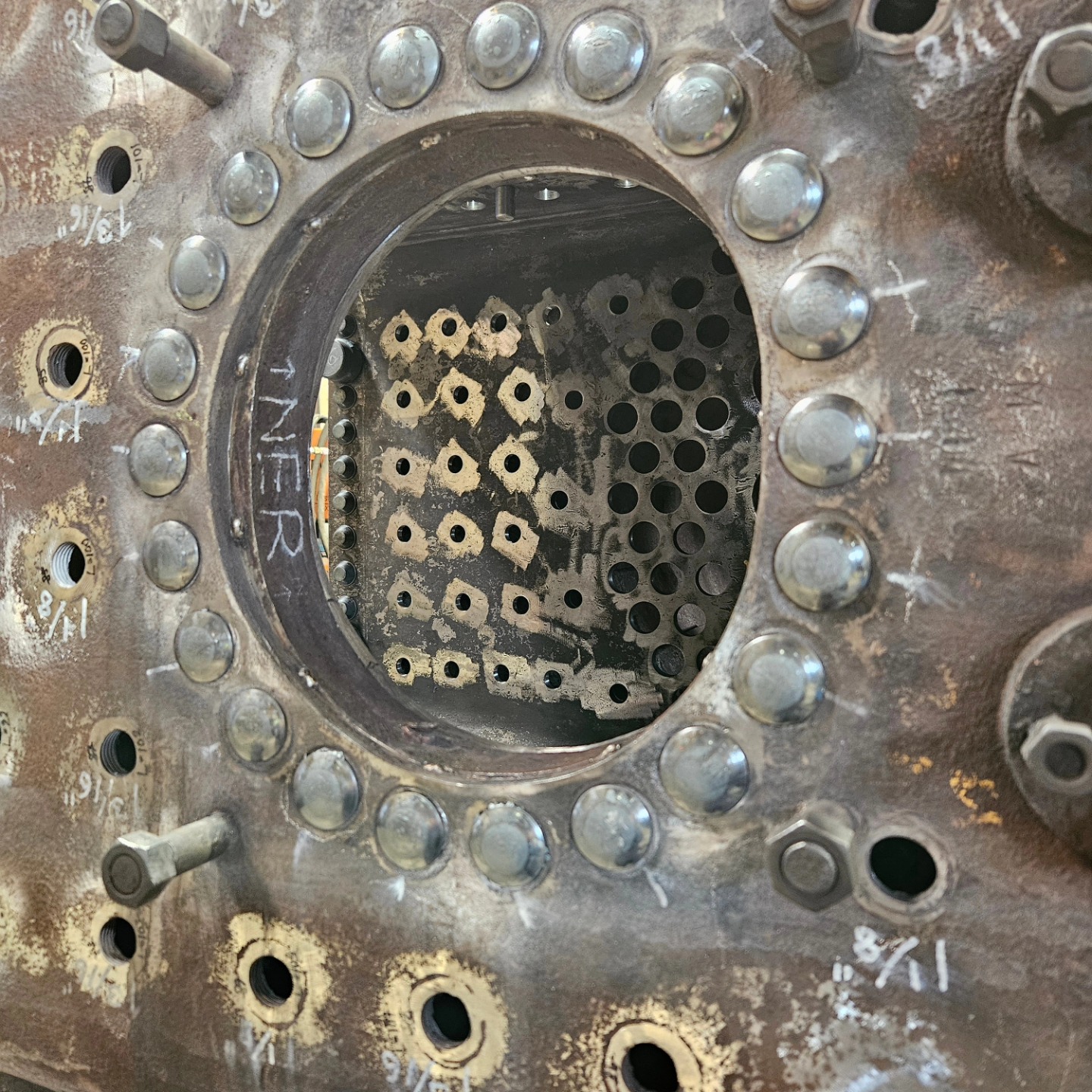
Hålen för takstag och stagbultar gängas och stagen skruvas i och tätsvetsas.







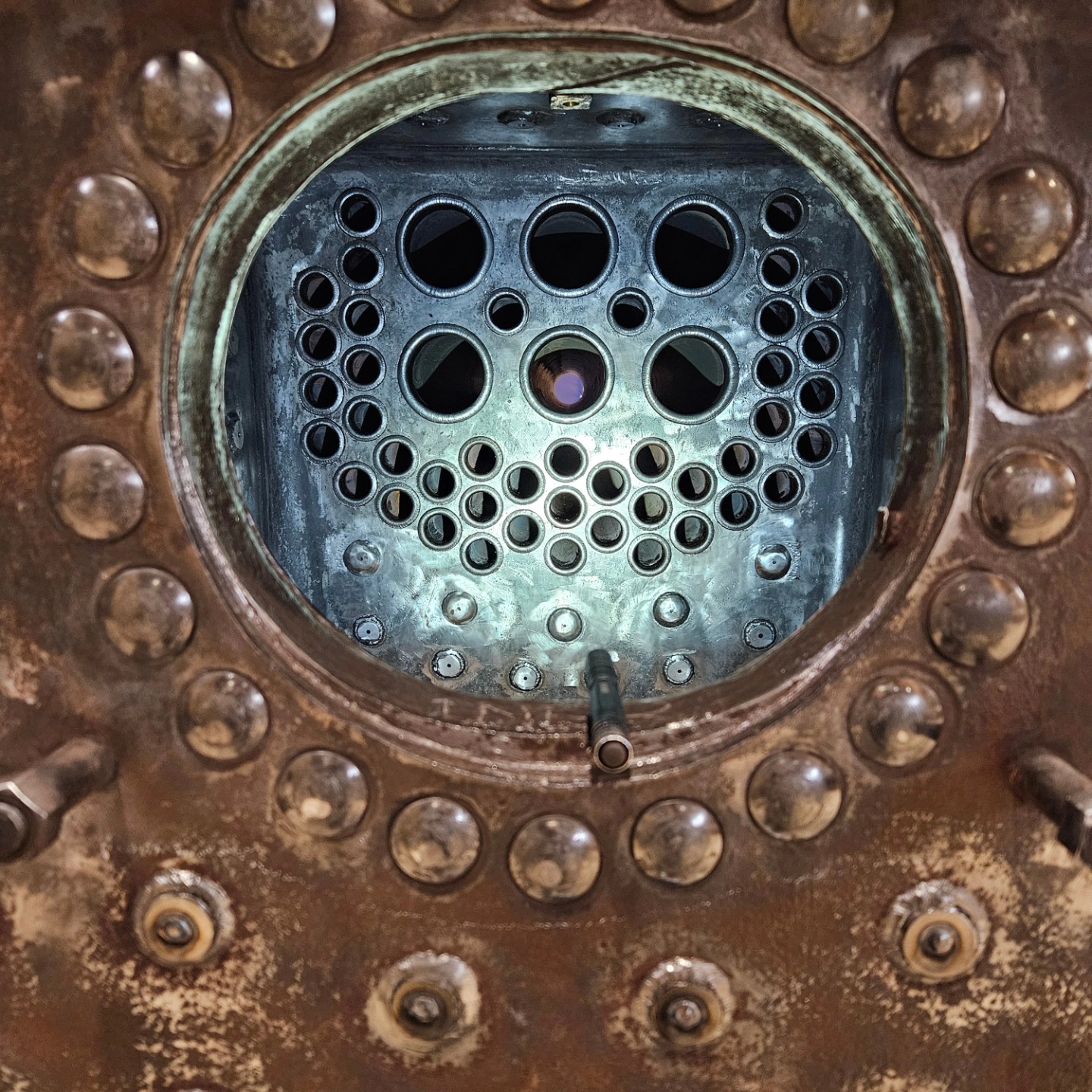
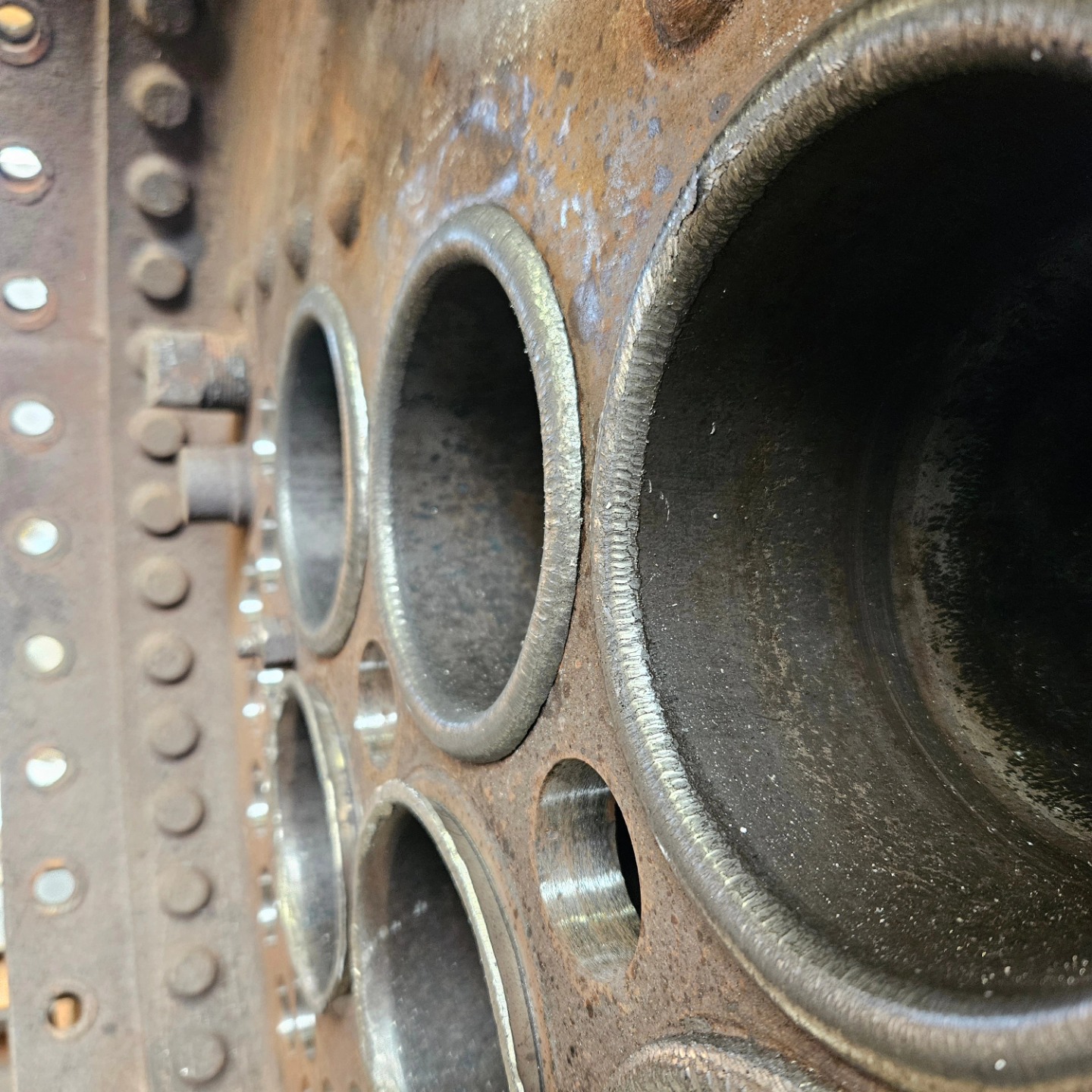
Tuberna sätts i, expanderas täta genom valsning samt kragas runt tubhålen i bakänden (för att inte brännas sönder av hettan). Sedan kan pannan provtryckas med varmt (men inte hett) vatten till 30% över högsta tillåtna ångtryck, godkänt resultat!




I början av september 2024 är så pannan färdig att levereras till ÖSlJ.
Foto samtliga: Jonas Forsén, VEÅ.
