Nu kommer äntligen några uppdateringar med många bilder på hur det går med renoveringen av NAEJ lok 4 KM Nelsson!
Renoveringen av pannan har gått att följa via denna blogg, däremot har vi inte skrivit något om arbetena som vi själva gjort sedan augusti 2023.
Det beror inte på att inget hänt, utan snarare tvärtom!
Det senaste vi skrev om ramverket var att vi hade kommit igång med att gjuta storlager och fått de nya delarna till fjädersystemet levererade. Låt oss ta vid där!
English summary:
This is a three-part update on the overhaul of loco No 4 KM Nelsson. In this update, No. 1 of 3, we show the complete rebuild of the spring and suspension gear from ground up. All parts made to the original specification from 1914 except the locking and lubrication of bolts have been changed to minimize the wear and to make the future maintenance easier and hopefully give them a longer lifespan. Since No. 4 has a sister engine No 9, did we make enough parts, to have a complete set of suspension gear for No. 9 loco the day we have to overhaul her as well.
When we overhauled the running gear of loco No. 5 Hamra a few years ago, one of the biggest challenges was to measure how parallel the hornguides were (and to correct it). A lesson learned from that project was the need for a jig to make this easier in the future. Said and done, we made one for this project that can also be used on future projects. After measurement we were almost stunned how good the hornguides were. In 111 years, they were only a few hundreds of a millimeter out of being parallel, which is more than good enough. The wear on these could be compensated by adding new liners to the axleboxes. More on this in the next update!
Click on the images to enlarge them and use the translation webtool of your choice to read the Swedish text.
Klicka på bilden om ni vill se den i större format.
Fjädersystemet
Det första stora steget i renoveringen var att gå igenom hela fjädersystemet. I blogginlägget om KM från 20 augusti 2021 finns det bilder på hur det gamla fjädersystemet såg ut efter vi plockat isär det. Vi kunde snabbt konstatera att det var totalt utslitet och det skulle bli enklare och mer framtidssäkert att nytillverka hela fjädersystemet.
Detaljer som inte kräver anpassning till befintligt slitage i ramverket ansåg vi vara bäst att låta tillverka vid extern verkstad då dessa kunde produceras utifrån framtagen ritning samt även tillverkas i dubbelt antal, så vi har en uppsättning i lager till den dag vi behöver göra motsvarade arbete på KM Nelssons systerlok JGJ 9 Nian. Ritningarna för det nya fjädersystemet togs fram utifrån originalritningar som sedan arbetades om till modernt utsnitt inklusive toleranser, vilka helt saknas på originalen.
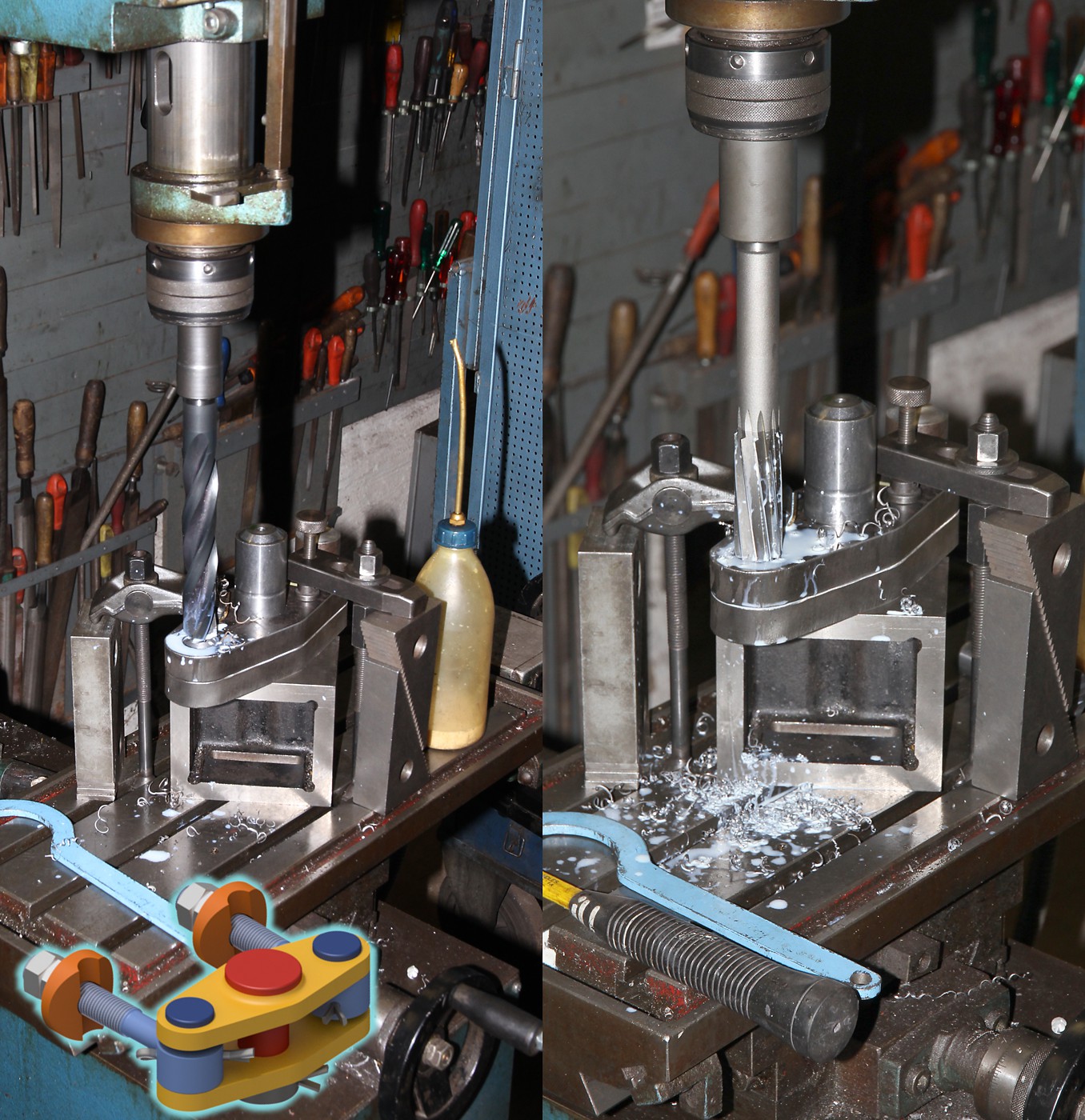
Detaljerna som krävde individuell anpassning tillverkade vi själva i egen verkstad.
Flertalet delar sätthärdades (dvs. ythärdas) precis som originaldelarna.
Däribland de sex fjäderstöttorna som förbinder bärfjädrarna med axelboxarna (hjulaxellagren) genom styrningar i ramverket. Dessa gjordes nu lite grövre än originalen för att individuellt passa i de något slitna styrningarna i ramen.

Nya fjäderstödsknappar har tillverkats och anpassats individuellt till varje lager. Dessa har som uppgift att ta upp krafterna från fjäderstöttorna och inte deformera lagerboxen. Det gamla var gjorda i genomhärdat stål och hade spruckit i småbitar, nu gjorda i seghärdat verktygsstål.

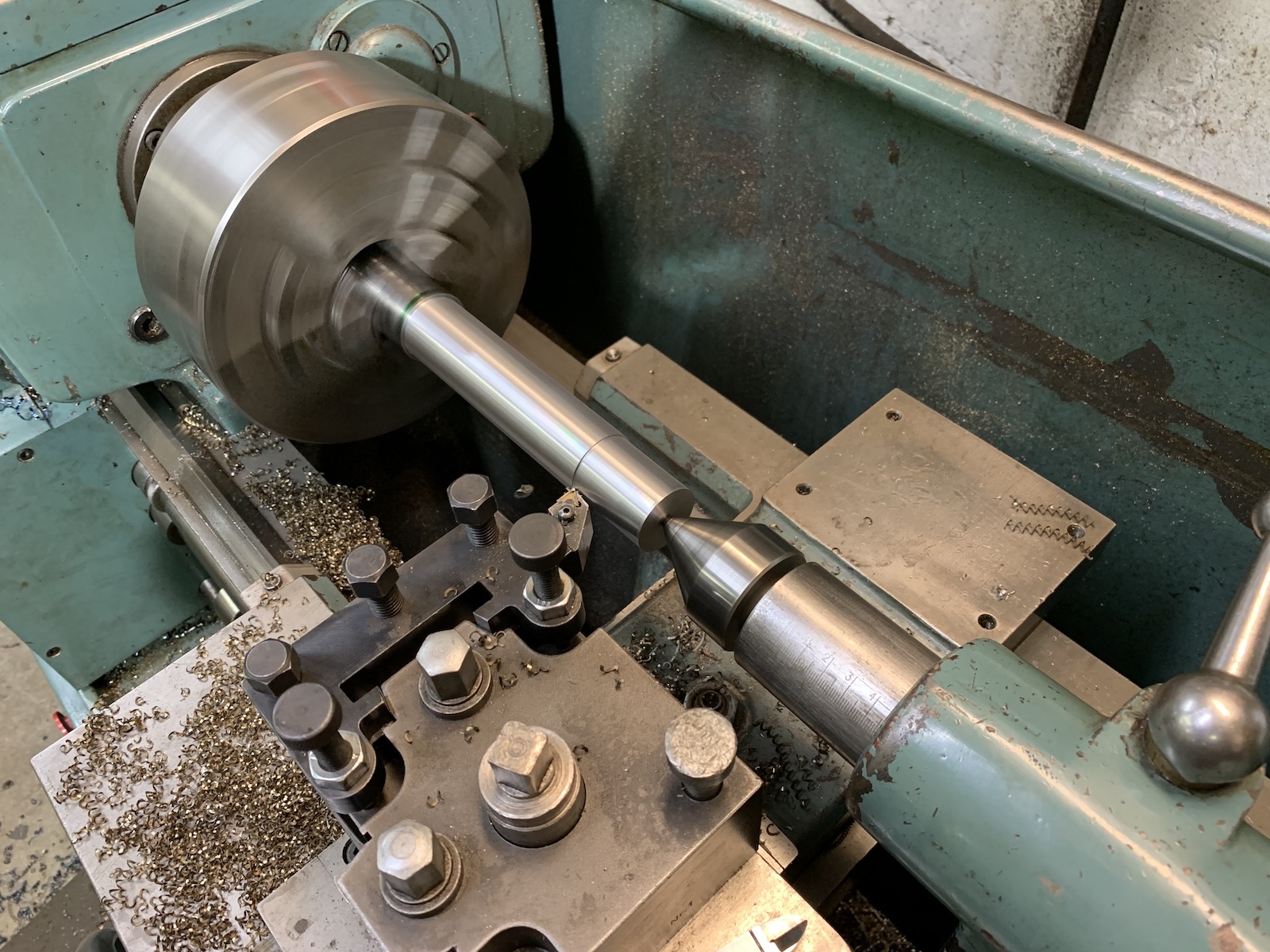
Även om vi lät tillverka ett stort parti detaljer vid extern verkstad så betydde det inte att vi bara kunde skruva ihop allting när det hade levererats. Innan detaljerna skickades på härdning så skulle allt märkas med märkningen för var detaljen ska sitta och vilket lok den tillhör. För att bestämma det så mätte vi alla detaljerna och parade ihop dem för bästa passning innan detaljerna fick sina slutgiltiga märkningar och skickades på sätthärdning.
Efter härdning så behöver detaljerna rengöras från härdskal och slipas.


Fjäderbalanserna lät vi vattenskära och bearbetade sedan till passning för de härdade bultarna. Den nya låsningen av bultarna gör att de ohärdade balanserna inte utsätts för nötning.



Det vi hela tiden hade i åtanke när vi ritade det nya fjädersystemet var hur vi ska minimera slitaget, förlänga livslängden och förenkla underhållet utan att påverka funktionen eller konstruktionen.
Något som redan hade gjorts om på detaljerna vi plockade ner från loket mot hur det skulle ha sett ut i original, var låsningen av bultarna i fjäderbalanserna. Vi ansåg att den ombyggda låsningen var en bra idé men vi ville utveckla den ytterligare för att minska slitaget ytterligare. Därför placerade vi en ”låsplåt” ovanpå balansbulten som ska fixera bultarna i balanserna och koncentrera slitaget på de detaljer som är tänkta att slitas till de sätthärdade bultarna och bussningarna. Smörjningen av balansbulten sker nu genom en kanal för fett inuti bulten.




När alla detaljer var färdiga kunde allt monteras och provas så allting rör sig lätt.



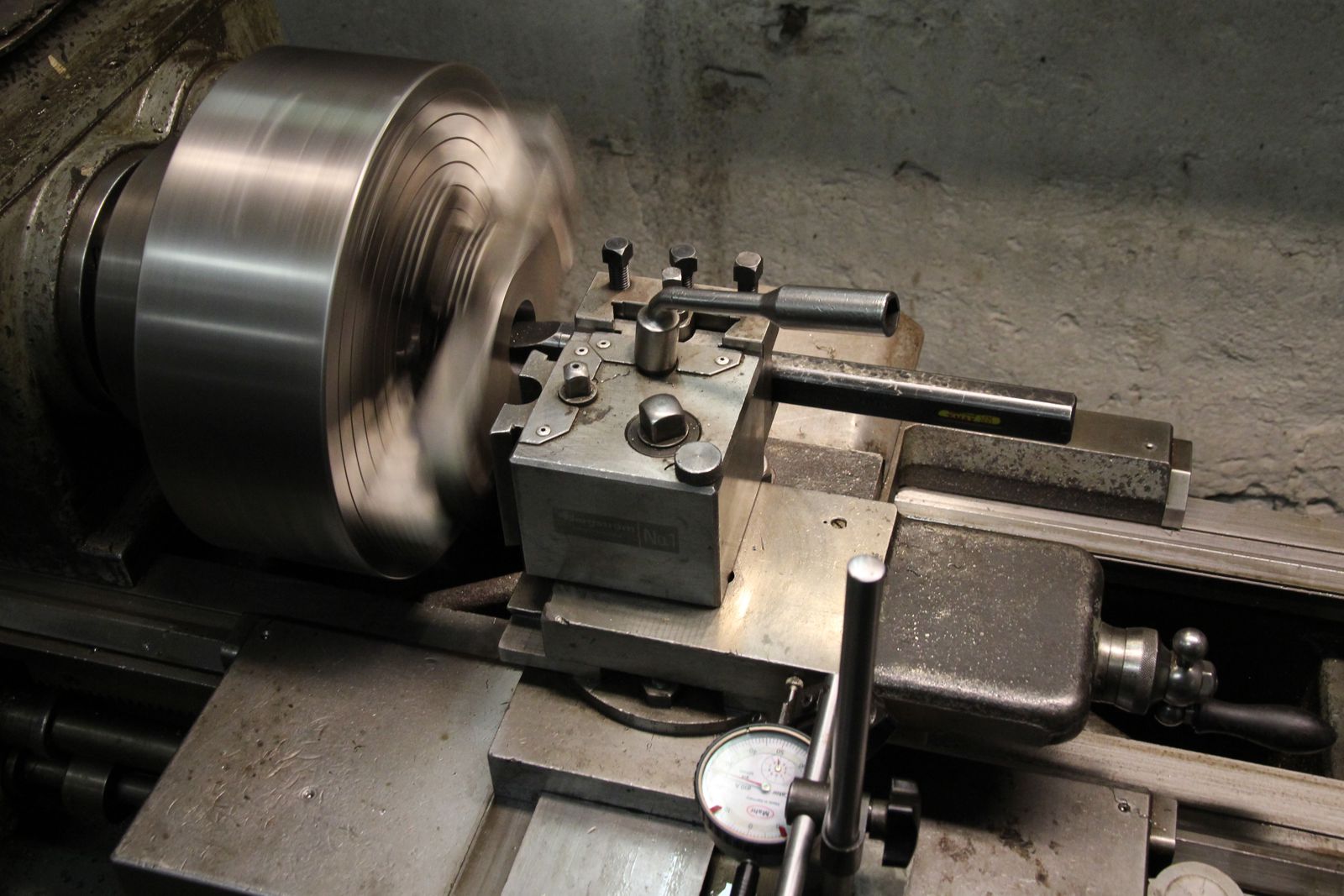
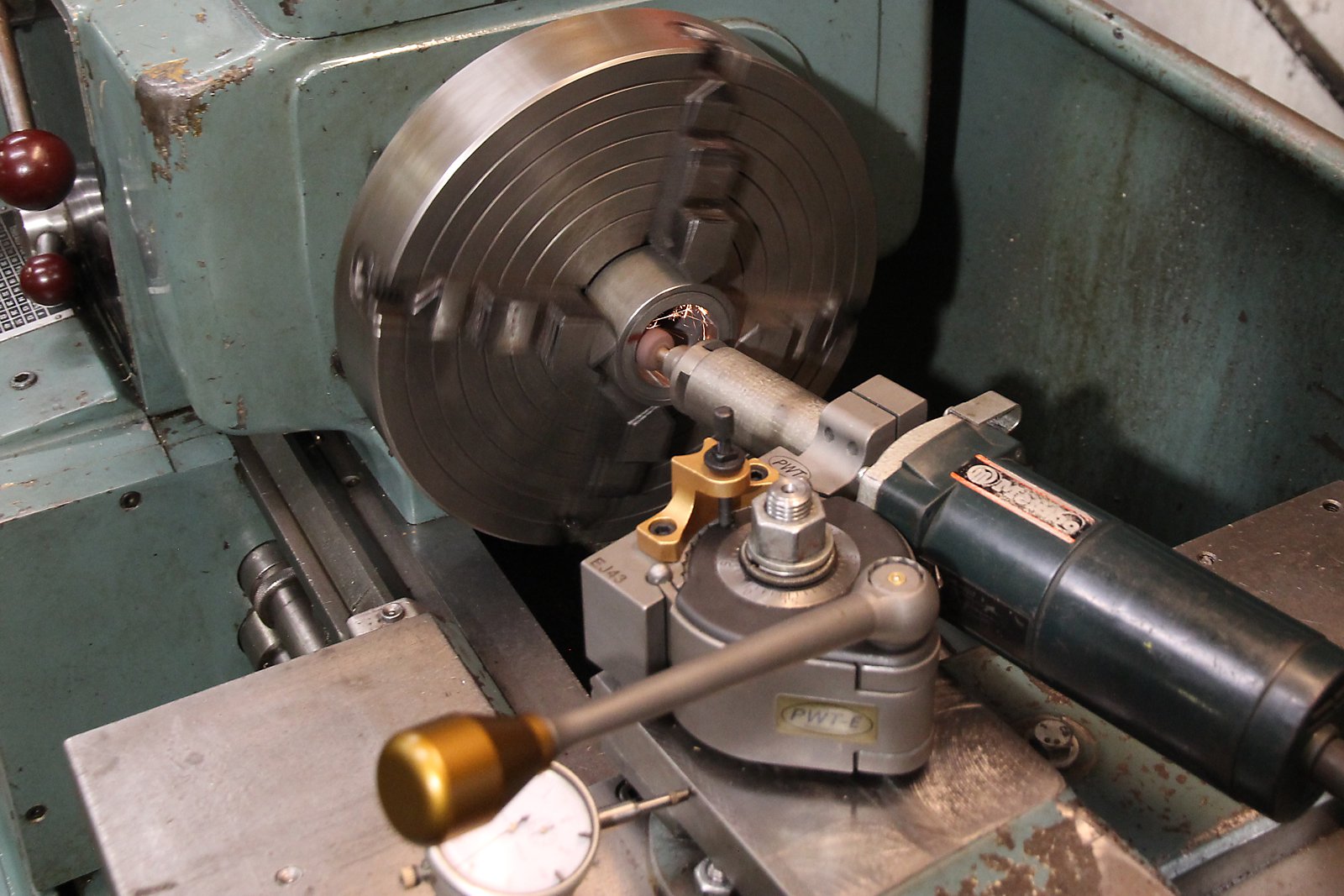
Rammätning
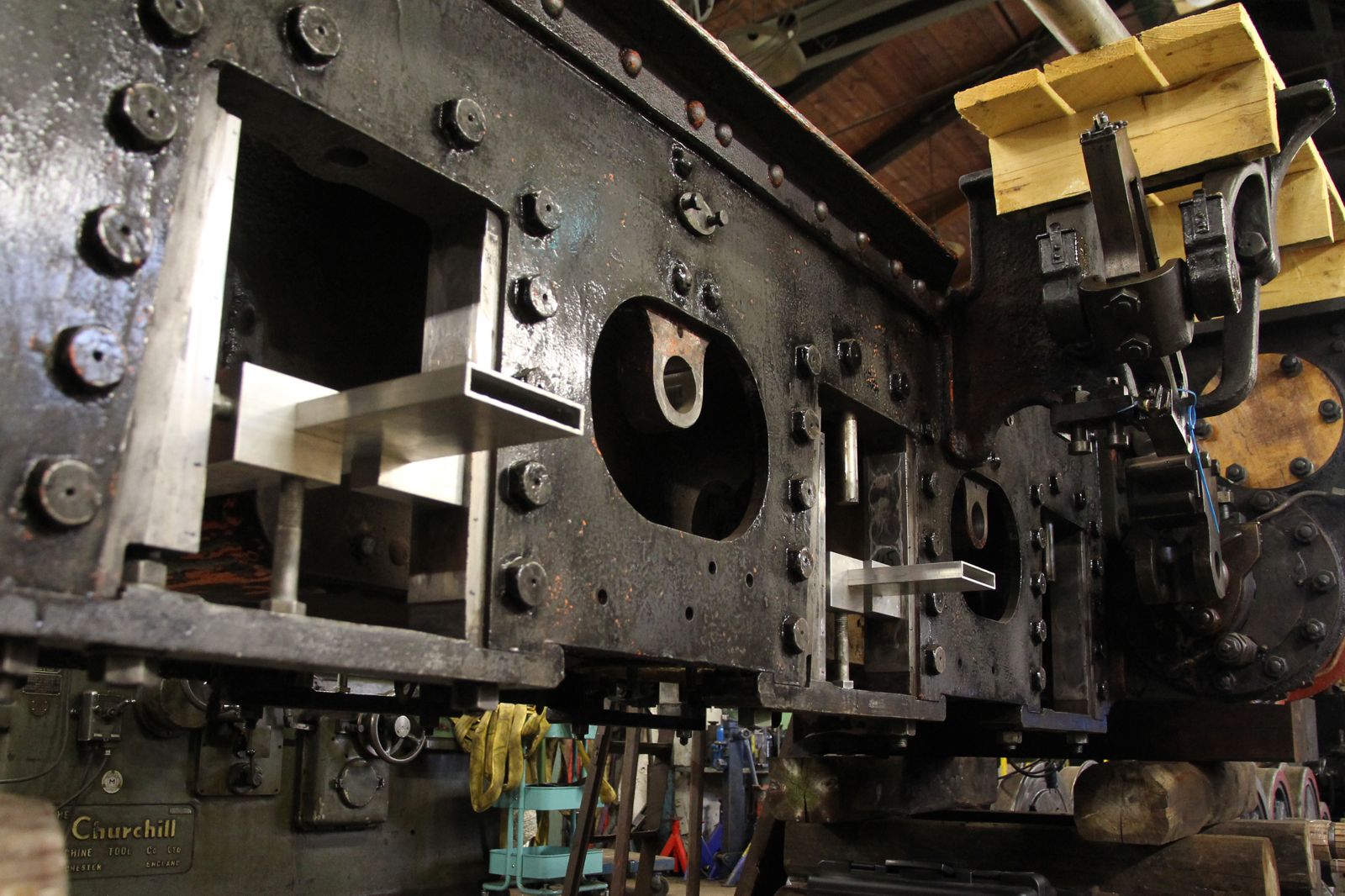
Under renoveringen av Hamras löpverk så hade vi svårt att mäta upp hur parallellt hornblocken (styrningarna för axelboxarna) satt i ramverket. Kombinationen av hårt slitage och sneda referensytor gjorde att arbetet tog extra lång tid. Flera lärdomar drogs från det jobbet varav en att vi behöver ett enkelt sätt att kunna mäta parallellitet mellan hornblock i ramverk. Därför tillverkade vi ett specialverktyg som vi kan montera mellan hornblocken i ramverket och på så sätt mäta parallelliteten enklare och mer exakt.
Trots att KM Nelsson gått över 80 000 km på ÖSlJ och mycket mer innan loket kom till oss, så är hornblocken förvånansvärt bra! Det värsta felet vi kunde mäta låg inom några hundradelar av en millimeter! Det betyder inte att dom inte är slitna utan att dom slitits väldigt jämnt. Det slitage som finns kan vi kompensera för genom att fälla in nya slitsulor i lokets axelboxar.



Nästa avsnitt: https://museijarnvagenimariefred.se/renoveringen-av-km-nelsson-del-2-3/
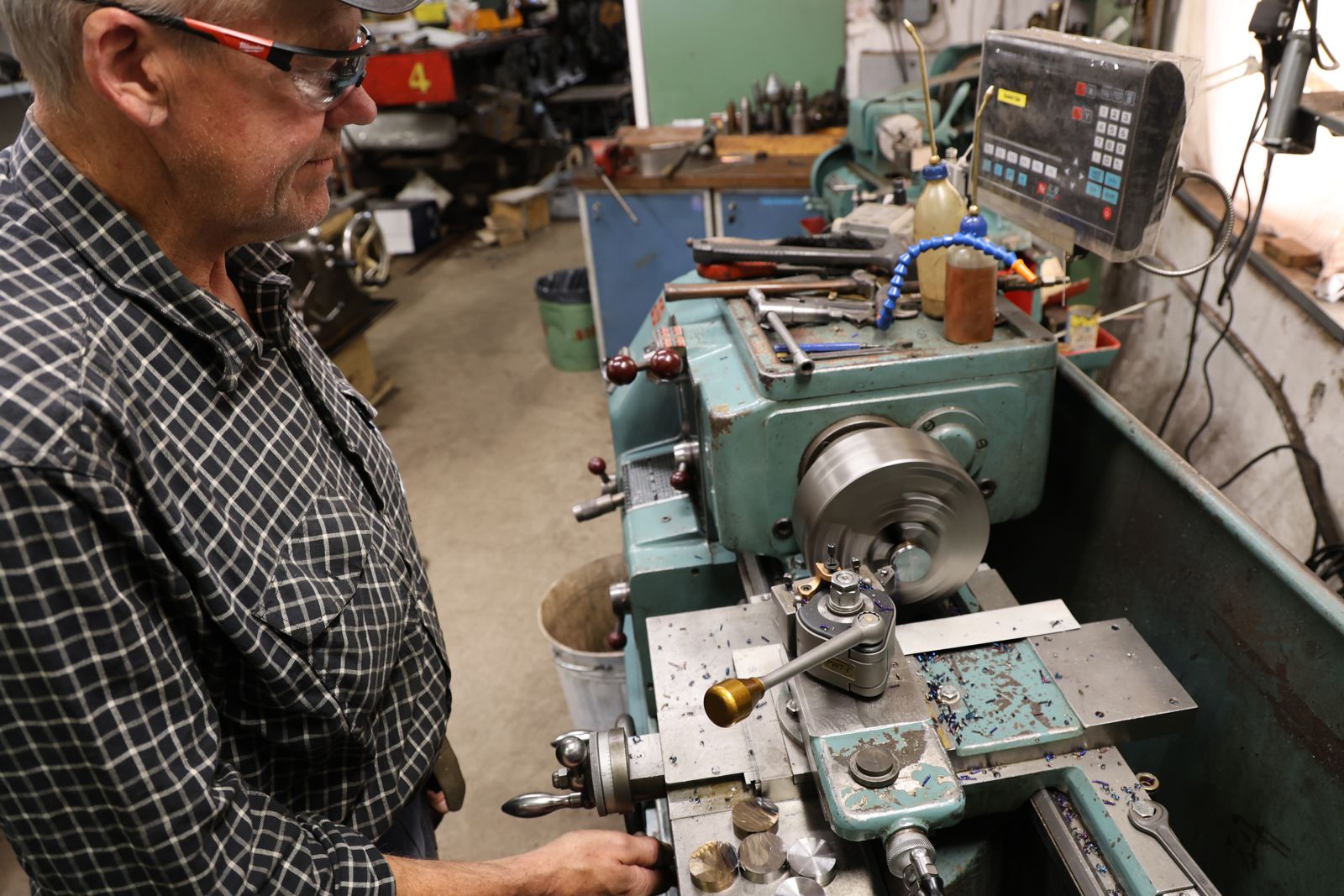
Renoveringen av KM Nelsson är den största ångloksrenoveringarna som hittills inletts vid ÖSlJ. All samlad kunskap vi har inom föreningen kommer krävas för att vi ska få ihop vår slitvarg igen. Vi önskar även bli fler som kan hjälpa till och kanske lära sig om ångloksrenovering och ångloksteknik genom arbetena med exempelvis KM eller underhåll av våra trafiklok. Majoriteten av jobben vi gör går bara att lära sig genom att delta praktiskt i arbetena. Är man intresserad av att börja engagera sig i ÖSlJ går det jättebra att kontakta oss via mejl som finns på hemsidan, facebook eller gå fram och fråga någon aktiv medlem på plats som kan vägleda er så ni hamnar i kontakt med rätt person!
Vill man hjälpa till och stödja vår verksamhet och renoveringen av KM Nelsson får man gärna överväga att ge ett ekonomiskt bidrag. Lokrenoveringar av alla slag är inte bara tidskrävande utan även mycket kostsamma.
Med gemensamt engagemang kan vi få se KM rulla mellan Mariefred och Taxinge igen!
