Fortsättning på förra inlägget som handlade om fjädersystemet och rammätning.
Klicka på bilden om ni vill se den i större format.
Click on the images to enlarge them and use the translation webtool of your choice to read the Swedish text.
Hjulsvarvning
En av alla fördelar med storleken på våra fordon är att vi kan utföra hjulsvarvning i egen verkstad även om det ibland (oftast för lokhjul) kräver en del klurande och förarbete.
En utmaning med KM Nelssons drivande axlar är dels de timglasformade lagergångarna men framförallt de helsmidda Hallvevarna (lagergång, vevskiva, motvev och vevlager smidda i ett stycke) där motvevarna på drivaxeln inte går att demontera vid hjulsvarvning utan att pressa av Hallvevarna vilket skulle medföra stora risker. Det gör att frigången till dubbhålen i axeländarna är väldigt begränsad! Dessutom är maskinbädden i stora svarven egentligen en aning för kort.
Vi övervägde först att låta en extern verkstad hjälpa oss svarva hjulen men när vi nämnde att man eventuellt kan behöva tillverka en jigg så fick vi kalla handen. En annan möjlig lösning hade varit att skicka iväg axlarna utomlands för att få dem svarvade för en stor summan pengar. I slutändan landade vi i att det bästa blir om vi gör det själva.
Utmaningen presenterades för en av föreningens mest uppfinningsrika medlemmar som tillverkade speciella stöddockor anpassade för lagergångarna på KMs koppelaxlar. Stöddockorna tillsammans med speciellt utformade dubbar gjorde att drivaxeln kunde svarvas i vår stora supportsvarv.

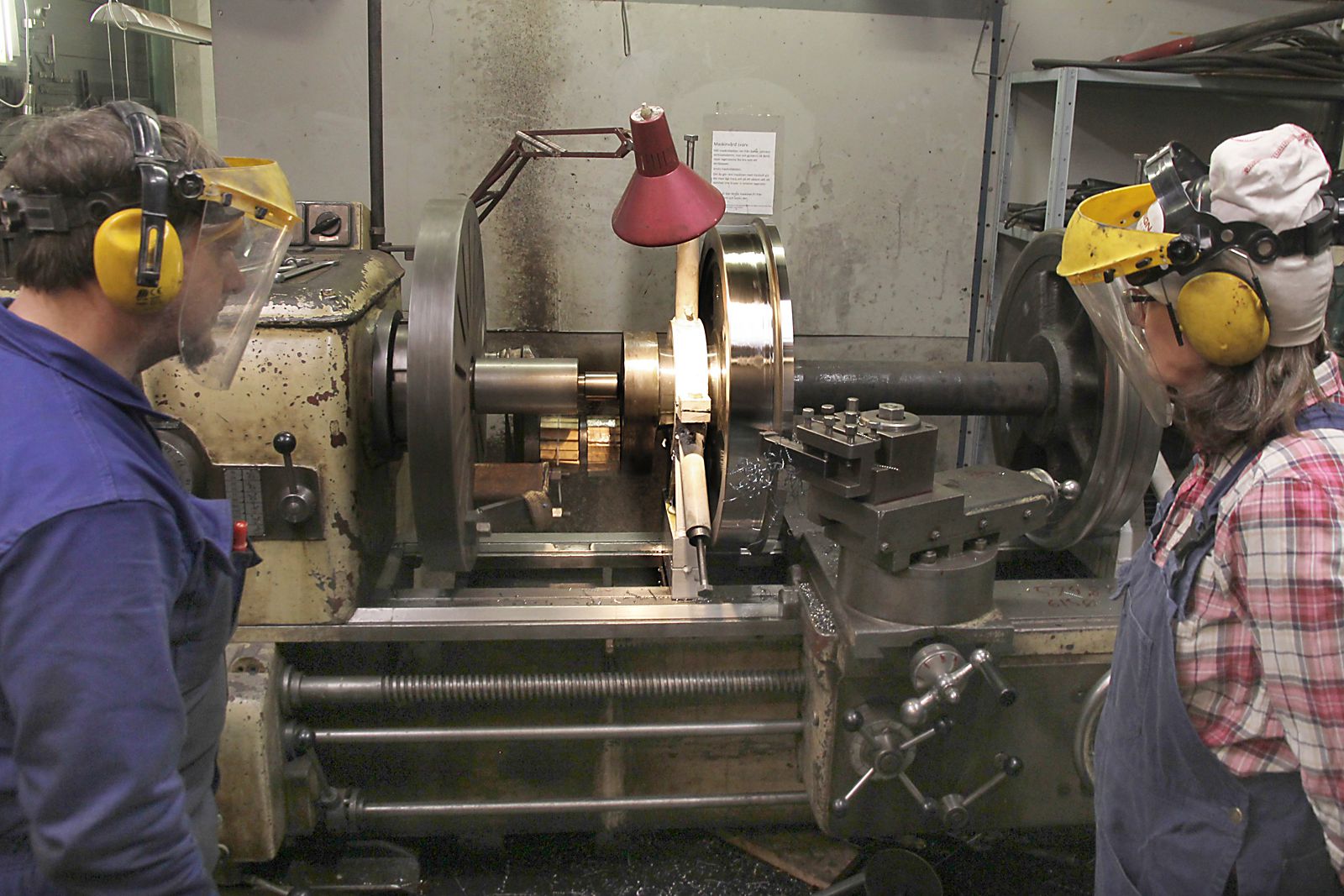
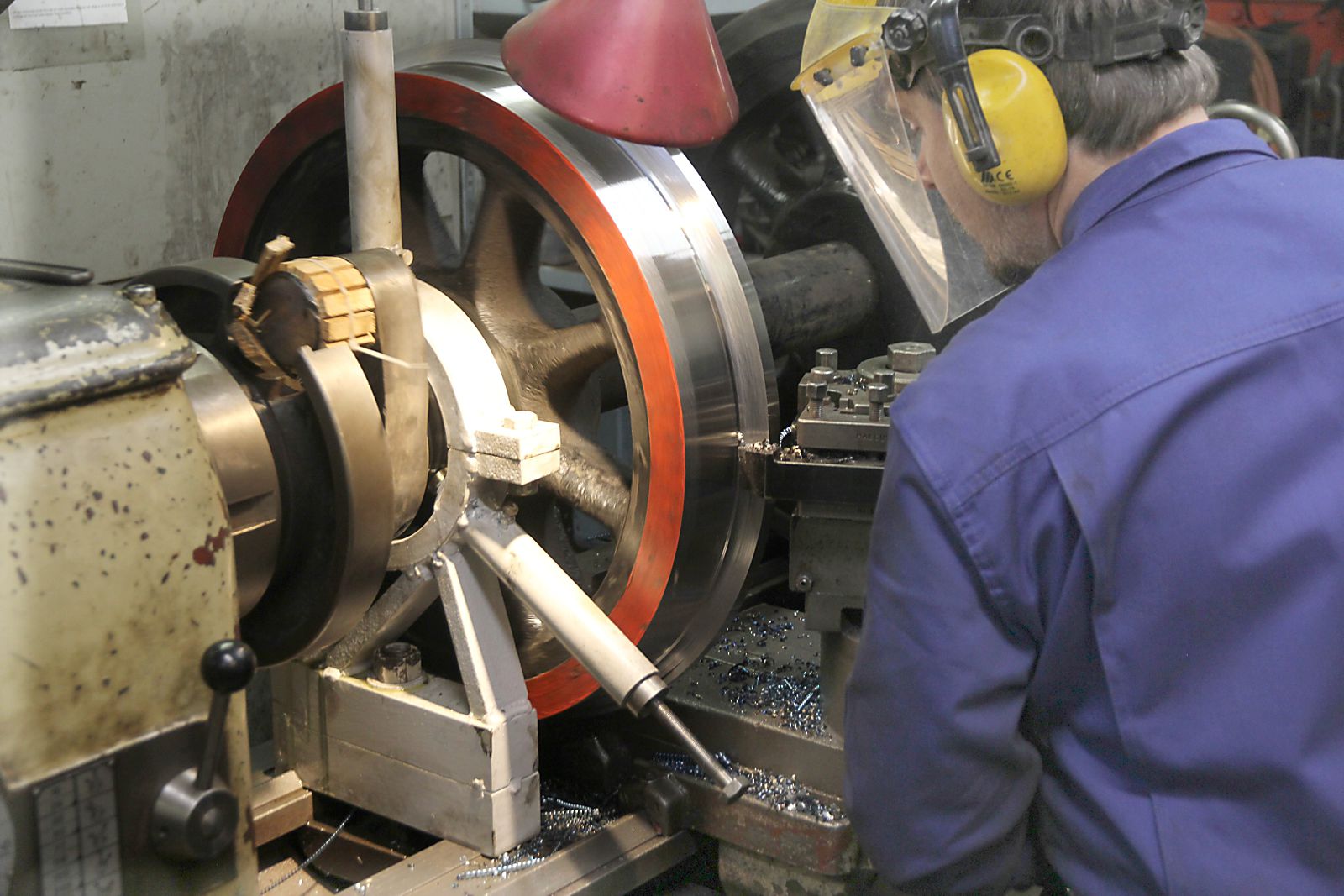

för samtliga drivande hjul. Foto: Dag B
Storlagergjutning
Gjuta om lager är ett arbete som inte låter speciellt komplicerat. Smälta ur gammal babbitts (vitmetall), förtenna och gjuta i ny, inga konstigheter! Eller….
Inför gjutningen konstaterade vi att det gått ca. 25 år sedan ÖSlJ senast hade gjutit babbitts i ett storlager och att endast en av dem som då var med och gjorde det fortfarande är i livet. Problematiken när man gjuter storlager till KM är att babbittsen varierar i tjocklek från 3 – 30 mm på olika ställen i varje lager. Det gör att babbittsen inte stelnar jämnt och därför ibland får svårt att fästa där den är tunn eftersom den lätt stelnar utifrån och in och riskerar därmed att släppa från boxen. Hur man hade gjort för ca. 25 år sedan mindes ingen levande.
Efter några mer eller mindre lyckade försök och mycket läsning av olika instruktioner lyckades vi arbeta fram en metod som fungerar bra och all babbitts fäster. Denna gång har vi varit noggranna med att dokumentera hur vi gjort så detta inte blir en lika stor utmaning nästa gång det ska göras. Det är framförallt temperaturerna på de ingående delarna i varje steg som är klart kritisk.


Foto: Dag B


värms lager och kokill i ugn. Foto: Dag B

flera kilo i varje storlager. Foto: Dag B





gånger innan det blev tillräckligt bra. Foto: Dag B
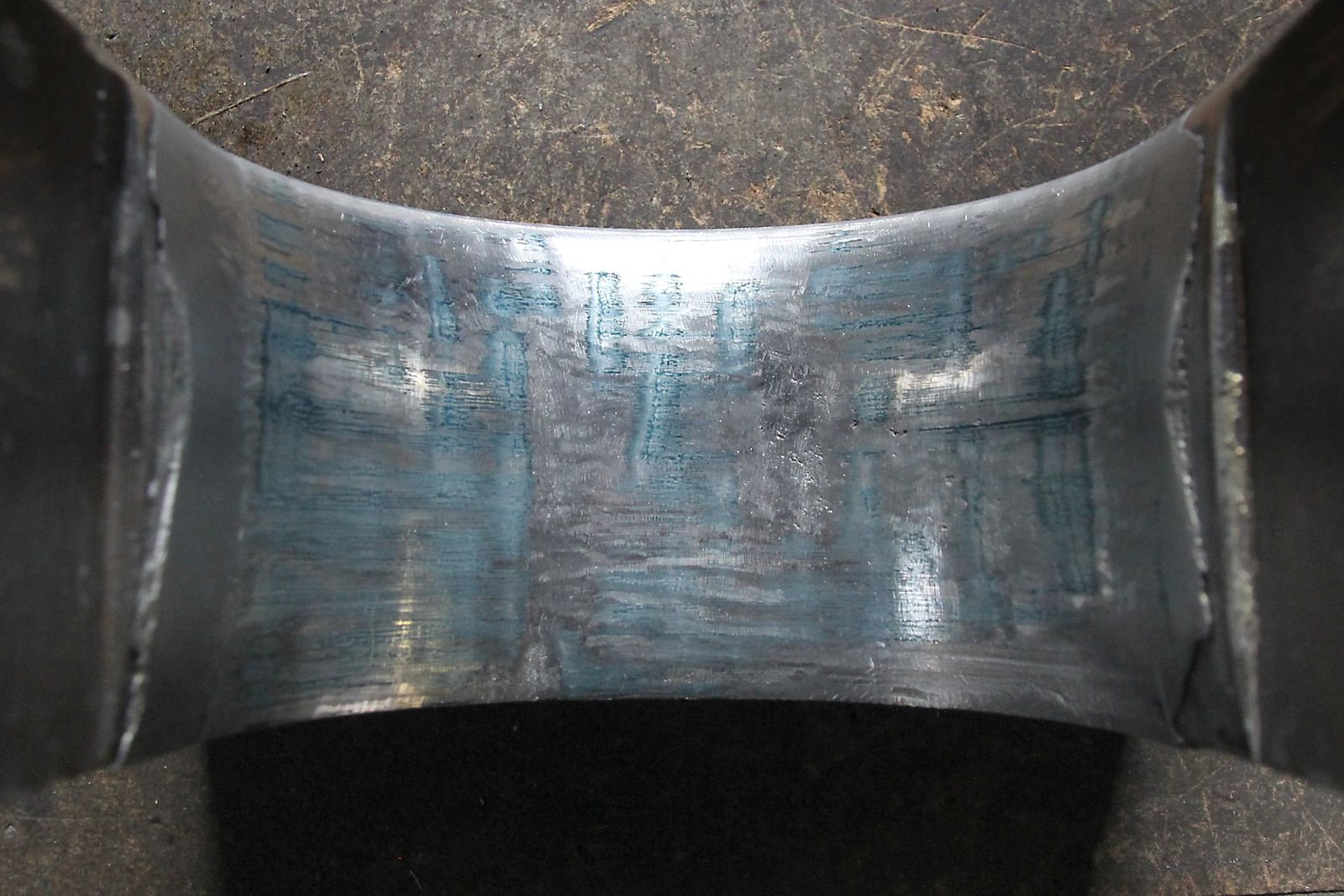
När alla lager gjutits om var det dags för bearbetning och skavning. Eftersom lagergångarna är timglasformade och dessutom olika slitna så blir lagerytan sadelformad och det krävs väldigt många timmars arbete med varje lager för att det ska passa. Det som kunde göras maskinellt var planing av sidostöden som avgör hur axelboxarna hamnar axiellt i ramen. Här finns det en millimeter att spela på så det gäller att mäta två gånger och fräsa en gång. Blir det fel här så blir även resterande arbeten fel och leder till att lagret behöver gjutas om.
Därefter kan man göra en del ”grovskavning” i fräsmaskinen för att få en referens att utgå ifrån. Trots det så tar det ändå 6-7 arbetsdagar att skava in varje storlager! Axelboxen väger ca. 15 kg och skall provas på lagergången kanske 100 gånger.
Efter skavning gjordes det smörjspår.




tills man får bra anliggning. Foto: Ola D
Återstår en del innan det är färdigt. Foto: Dag B

Foto: Dag B

Storlagersulor
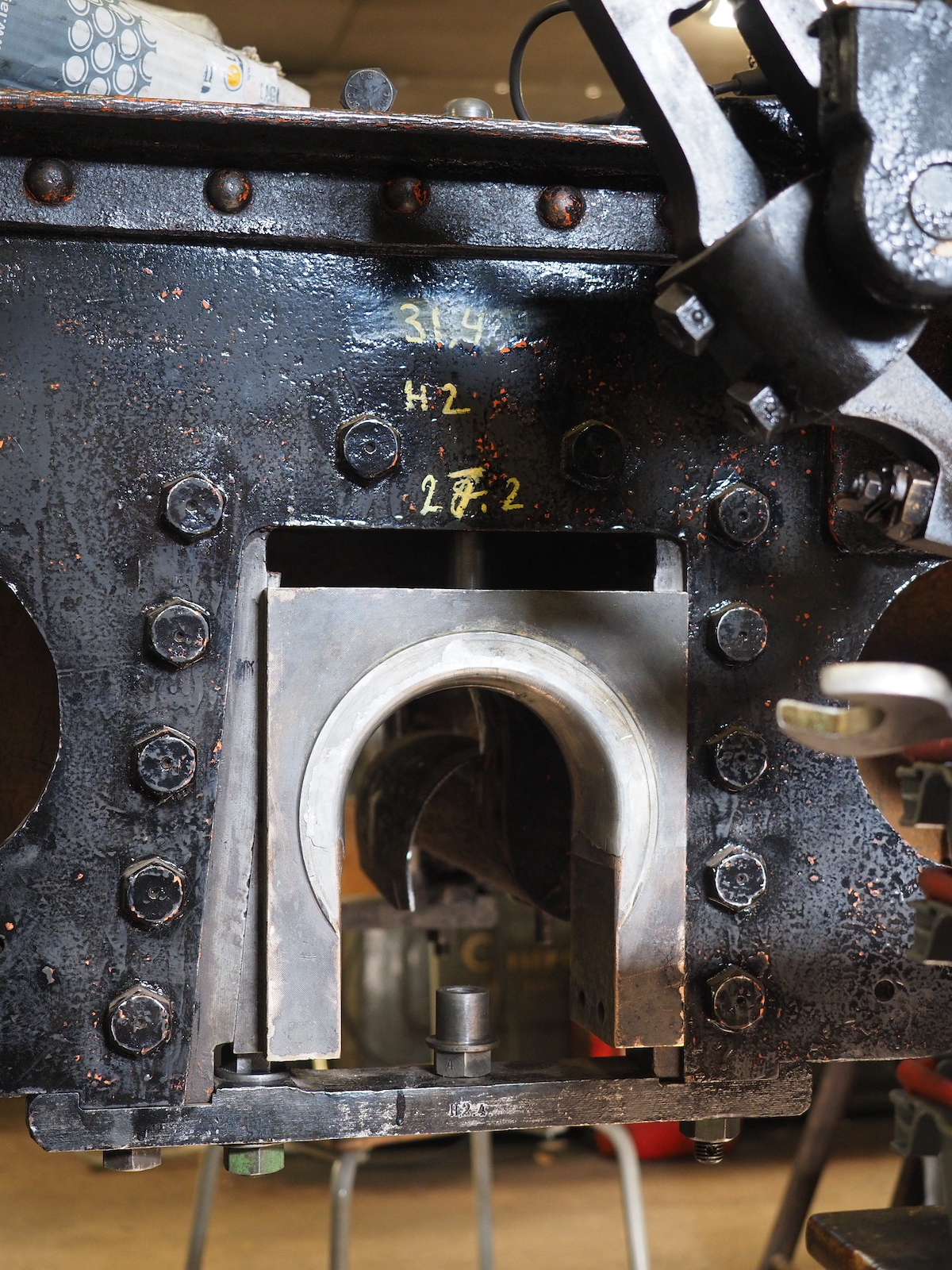
I förra blogginlägget skrev vi om mätjiggarna för att mäta hornblockens parallellitet. Efter utförd mätning kunde vi konstatera att hornblocken hade slitits väldigt jämnt och att bästa åtgärden är att kompensera slitaget genom att fälla in slitsulor i varje storlager. Modernare lok tillverkades med utbytbara ”slitsulor”. Många äldre lok fick även det i samband med revision. Att KM gått ca. 80 trafikår (av de 111 år som loket existerat) utan att detta behövt åtgärdas tidigare säger något om kvaliteten! Bakom boxen sitter en ställkil som kan justeras så att spelet mellan box och hornblock blir under 0,05 mm. Slitaget hade nu gjort att kilarna var maximalt uppskruvade, därför krävs de nya sulorna för att återställa kilarna i sitt ursprungliga nedre läge.
Efter noggrann mätning och plan för hur arbetet ska utföras så började vi med att fräsa ur det främre glidplanet (i lokets riktning). Målet var att storlagerkilarna ska hamna i sitt ursprungsläge utan shims. Tanken är att detta ska hålla minst 50 trafikår till med normalt underhåll. För att sulorna skulle bli helt rätt så limmade vi fast ämnet som ska bli slitsula och bearbetade det på plats i lagret. När slitsulan var färdig säkrades den även med skruvar.
När vi hade bearbetat färdigt lagerboxarna så provmonterade vi i ramen med kilen i det läge vi vill ha den i för att testa att lagerboxen snällt löper i sina lagringar för att försäkra oss om att det inte blir för tight passning och att kilen hamnar i rätt läge.
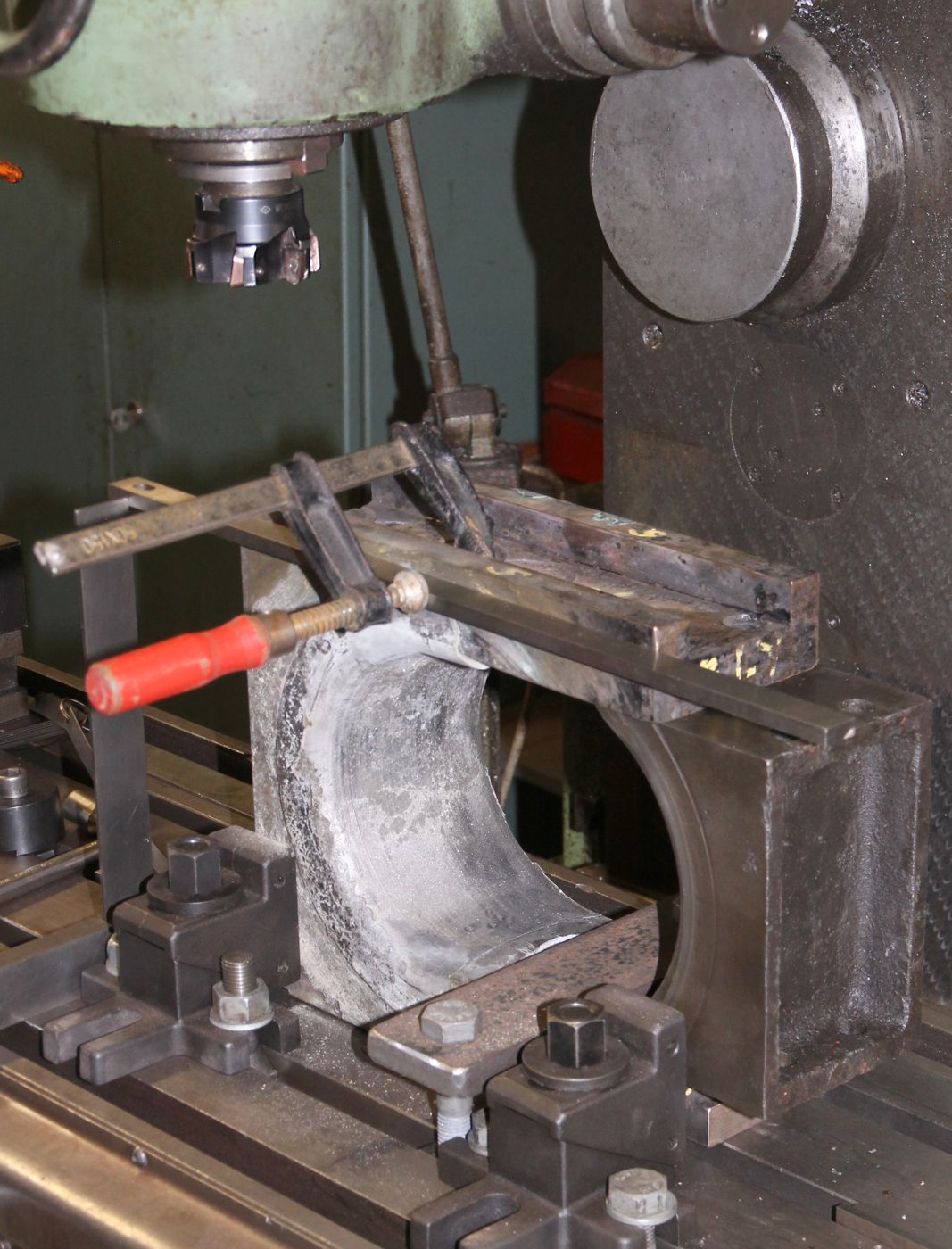
Foto: Dag B


Foto: Dag B


Foto: Dag B

av sulans material fräses bort. Foto: Ola D

i sitt ursprungliga läge. Foto: Ola D


inte rör sig innan montage. Foto: Dag B

Nästa avsnitt: https://museijarnvagenimariefred.se/renoveringen-av-km-nelsson-del-3-3/
Renoveringen av KM Nelsson är den största ångloksrenoveringarna som hittills inletts vid ÖSlJ. All samlad kunskap vi har inom föreningen kommer krävas för att vi ska få ihop vår slitvarg igen. Vi önskar även bli fler som kan hjälpa till och kanske lära sig om ångloksrenovering och ångloksteknik genom arbetena med exempelvis KM eller underhåll av våra trafiklok. Majoriteten av jobben vi gör går bara att lära sig genom att delta praktiskt i arbetena. Är man intresserad av att börja engagera sig i ÖSlJ går det jättebra att kontakta oss via mejl som finns på hemsidan, facebook eller gå fram och fråga någon aktiv medlem på plats som kan vägleda er så ni hamnar i kontakt med rätt person!
Vill man hjälpa till och stödja vår verksamhet och renoveringen av KM Nelsson får man gärna överväga att ge en ekonomisk gåva. Lokrenoveringar av alla slag är inte bara tidskrävande utan även mycket kostsamma.
Med gemensamt engagemang kan vi få se KM rulla mellan Mariefred och Taxinge igen!
