Klicka på bilderna för förstoring.
Virå
Under vintern så har Virås maskineri varit nedkopplat för inspektion av lager. Ett koppelstångslager var utslitet och behövde nytillverkas. Vid närmare inspektion så kunde vi även se att gejdrarna och tvärstyckena kommer att behöva renoveras inom en snar framtid men att läget inte var mer akut än att loket kommer att kunna gå några år till i det nuvarande skicket.
Nu är maskineriet åter uppkopplat och provkörning är planerad om några veckor.
Vi har även svarvat div. bussningar för att ta bort glapp och kompensera för slitage. Bl.a. så har omkastarspaken efter 117 år blivit lite glapp vid bulten som håller fast den så det svarvades en ny låsring som även fungerar som bussning. Samma operation har gjorts med bromsrörelsen som även den börjar visa spår av slitage efter 117 år. Toleranserna är små på Virå så det är extra viktigt att inget glappar för mycket i maskineriet. Vi har även börjat mäta och markera hur dom nya linjerna på cylindrarna skall se ut, mycket mät och tejpande är det men det kommer det vara värt.

Virå uppkopplad igen.

Mellanrummet mellan bromsrörelsen och koppelstången är inte många mm.
Ny blank bussning mellan tappen/muttern och gaffelöglorna

Nu är det inget mer glapp i omkastaren. Bilden visar spakens nedre fäste vid hyttdurken.

Maskering för ny linjering på cylindrarna tejpas upp med förstoring av leveransfotot från 1901 som förlaga.
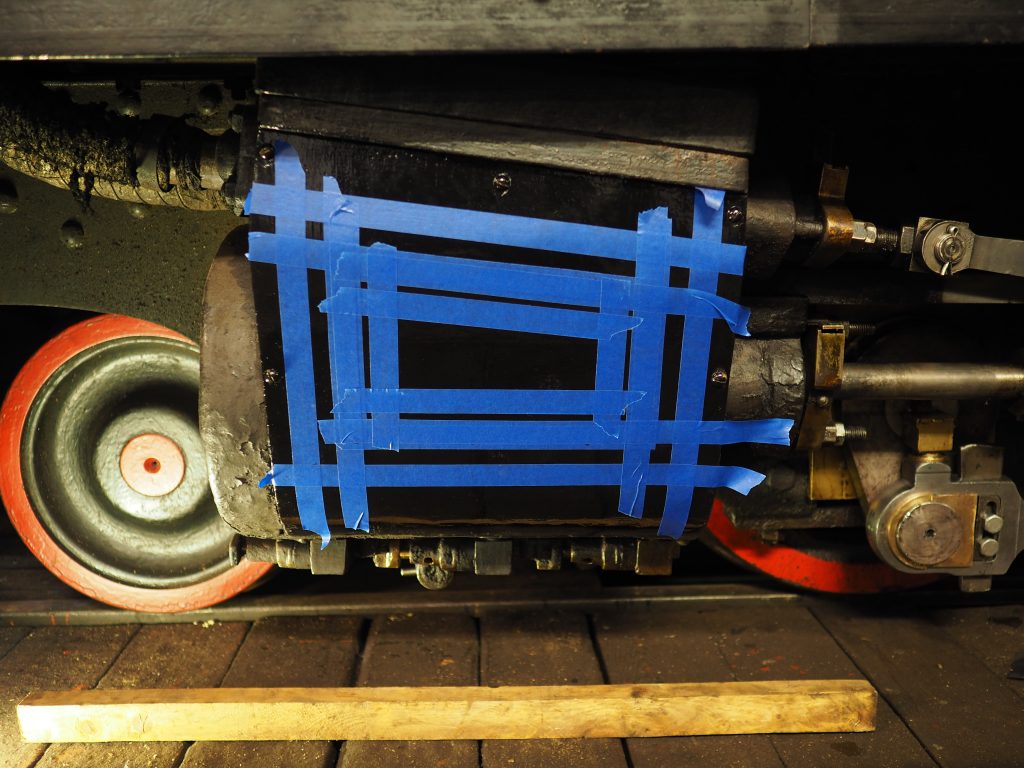
Linjerna är grovt upptejpade. Nu återstår att försöka mäta hur radierna skall se ut.
Hamra
Den första leveransen av ställkilar till storlagren kom till arbetshelgen, tillverkade av en medlem med egen verkstad. Arbetet med slutmontering av hornblocken inleddes. En sista kontrollmätning skall göras innan hornblocken dras fast permanent med låsbrickor.
Går allt som planerat så kommer det inte dröja länge innan Hamra åter igen drar tåg till Taxinge.

Under tillverkning i Munka-Ljungby.

En av de två nylevererade storlagerkilarna (som ser till att hjullagren inte slår mot styrningarna i ramen), tillsammans med den gamla. Den nya är tjockare för att kompensera för slitage, samt något längre för att ge större möjlighet till omslipning i framtiden. De gamla är sannolikt tillverkade vi SJ verkstad i Liljehomen 1929.

En av de nya kilarna monterad för kontrollmätning.

Hornblocken monteras

Så här såg det ut en stund senare, inga bekväma arbetsställningar!
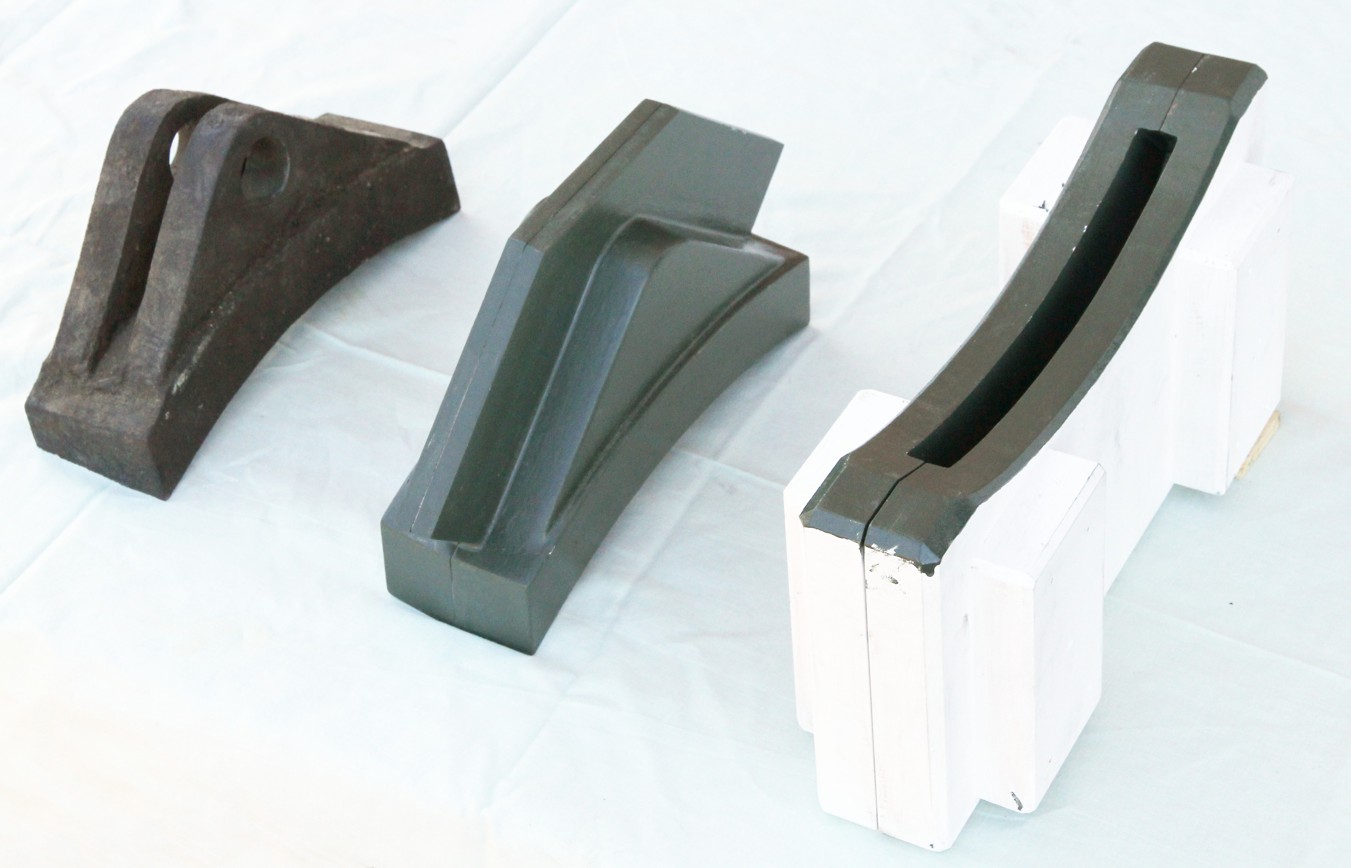
Nya bromsblock är beställda. Nytillverkad gjutmodell i trä, gjord efter ett gammalt block. I kärnlådan till höger bakar man den sandkaka som skall fylla utrymmet mellan blockets båda öron.

Renovering av bromsrörelsen i främre maskineriet (boggin). Bromsbommarna (med ”bulor” på mitten) har fått skador svetsade och tapparna svarvade. Bromshängena har fått nya bussningar. Även fästena i ramen renoveras. Ett gammalt utslitet bromsblock monterat som exempel.
Surahammar
På motorloket Surahammar (byggt av Slipmateriel i Västervik 1935) så har motorn provmonterats och fästen för riktningsväxeln har svetsats dit. Ett nytt avgassystem har även inhandlats.

Motorn lyfts i. En Mercedes 5-cylindrig personbilsdiesel med automatlåda utan turbo eller elektronik. En pålitlig kombination. Tidigare hade loket en Volvo bensinsexa med osynkad låda, inte heller den original.

Motorn på plats.

Fästen för riktningsväxel fastsvetsade och rostskyddade. Växeln är en av loktillverkaren modifierad växellåda till en A-Ford.

Projektledare och maskinchef diskuterar fortsättningen.
JGJ 10
Arbetet med JGJ 10 går framåt. Vagnen håller på att kläs in i plåt och flera detaljer inuti börjar komma på plats.

Så här såg hon ut för en månad sedan. Sedan dess har alla plåtar och en mängd beslag kommit på plats.

JGJ 10.

Mycket jobb läggs på att detaljera vagnen.