Spurten pågår för att få allt färdigt innan trafiksäsongen tar över.
The traffic season is closing in and many of the ongoing jobs must be finished.
1 Lotta


Den första riktigt sköna vårdagen i slutet av mars hade vi besök av ångpanneinspektören som gjorde det formella tryckprovet av Lottas panna samt besiktigade våra pannor invändigt. Kunde konstatera att vår nya pannvattenbehandlingsanläggning gör nytta.


Vänster: Ojdå, det blev vist ett par pumptag för mycket. Men pannan tålde det också
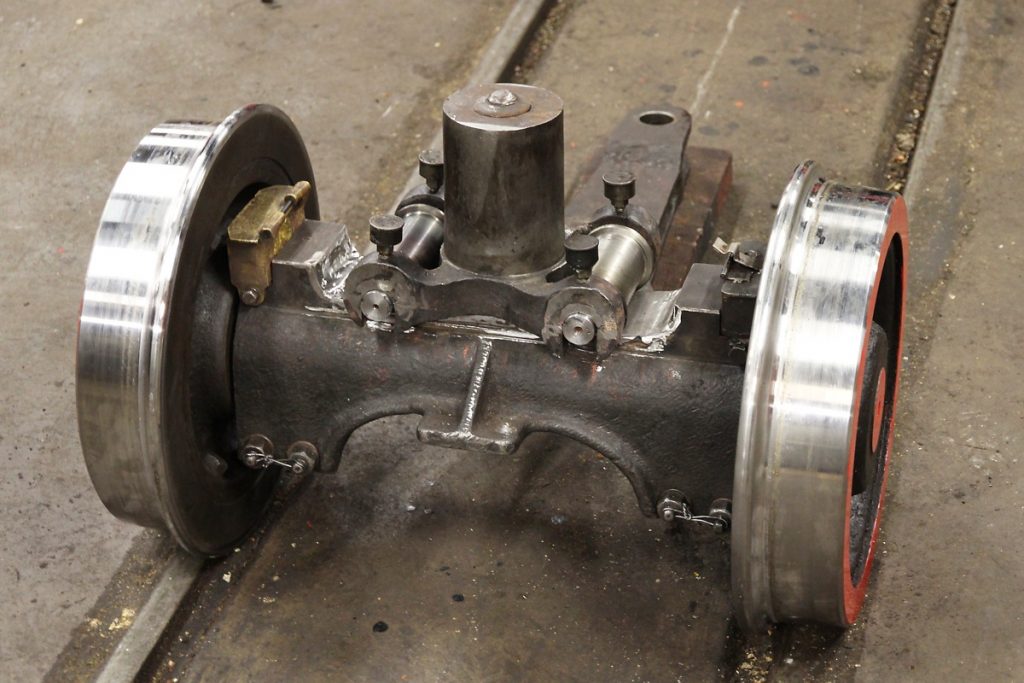
Höger: Injustering av vevstakslager.


Mycket funderande och mätande när maskineriet kopplas upp, foto Mats F.
Högersidan klar, antalet återstående punkter på listan på hyttsidan minskar stadigt, foto Dag B.
The first warm and nice day of spring we had the boiler inspector visiting. Pressure test of Lotta and internal inspection of all the boilers. No problems.
Right hand side connecting and excentric rods are fitted.
2 Virå

Virås rökskåpslucka våtslipad inför en (förhoppningsvis) sista strykning. Med dagens färger så är det betydligt svårare att få en perfekt finish, men det går om man är riktigt noggrann.
9 Nian

Nysvarvad hjulaxel och den färdiga boggiramen, foto Mats F.
Nians framboggi färdigrenoverad och klar att sättas in under loket. Nu försedd med fettsmörjning av rullarnas lager, foto Dag B.

The overhauled bogie is ready and finally fitted under the front of Nian.
8 Emsfors

First steam this year, a short test run for the brigadelok Emsfors.
5 Hamra


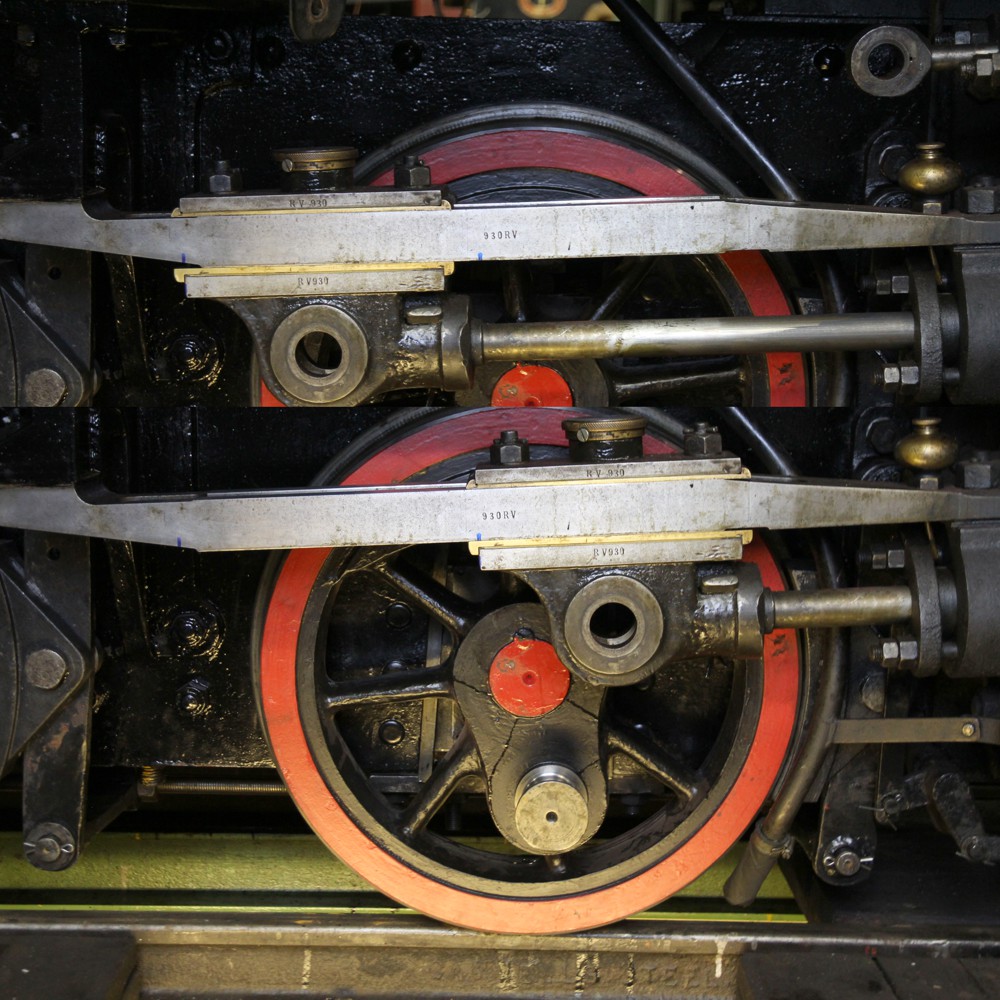
Vänster: Injustering av lagerlägen i koppelstången. Prova med olika shims (tunna mellanlägg) och kontrollera när och var det spänner och fastnar. Prova med shims av annan tjocklek, om och om igen…
Höger: Första koppelstången på plats på Hamra. När shimsen är rätt går koppelstången att röra i sidled men glappar inte i längsled. Foto Hanna resp. Dag B.

Vevstakarnas tvärstyckslager (lilländar) behövde borras ur för att få acceptabla lagerytor och rätt lagerspel. Det går knappt att se det tunna borrstålet virvla runt under borrhuvudet.
Även tvärstycksbultarna är slitna, men om de slipas om så måste det till helt nya lager, så det får vänta. I stället skaver vi in lagerytorna med skavstål och märkfärg så att det blir god passning.
Ändlägena för kolv och tvärstycke markeras med små ritsar och blå streck. Detta för att när vevstakarna sätts upp så måste lagerlägena justeras in så att kolven inte riskerar att komma för nära cylinderlocken.
The small end bearings of the connecting rods are bored in the mill.
A good fit to the crosshead bolts is achieved by scraping the bearing surfaces.
The end postions for the pistons are marked on the slide bar, critical for the adjustment of big end bearing position..
Below, new wedge bolt for one of the side rods

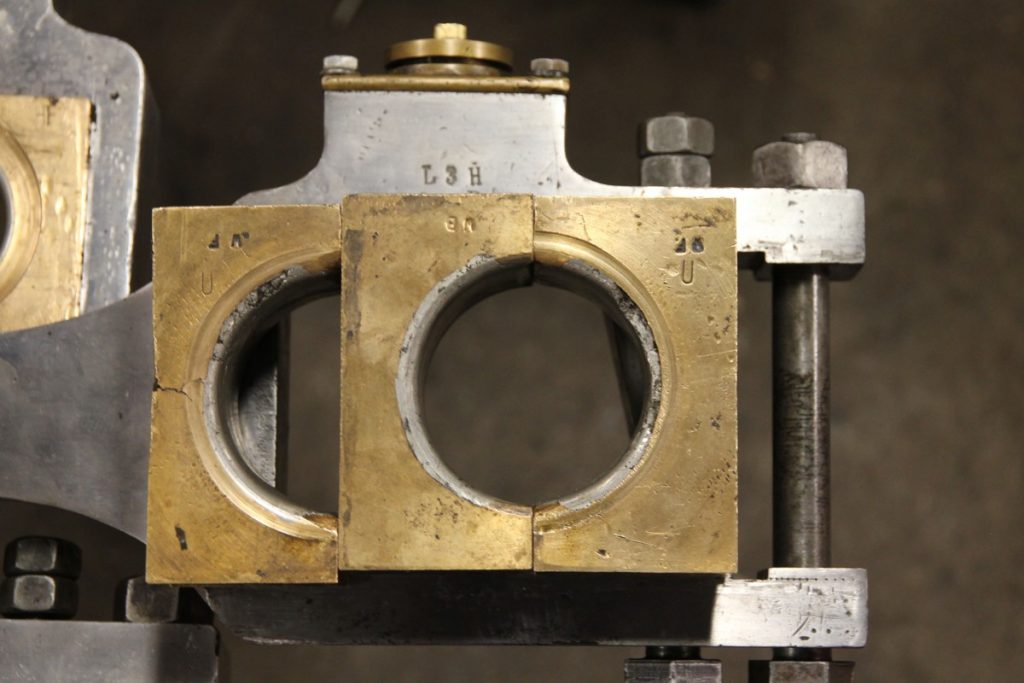

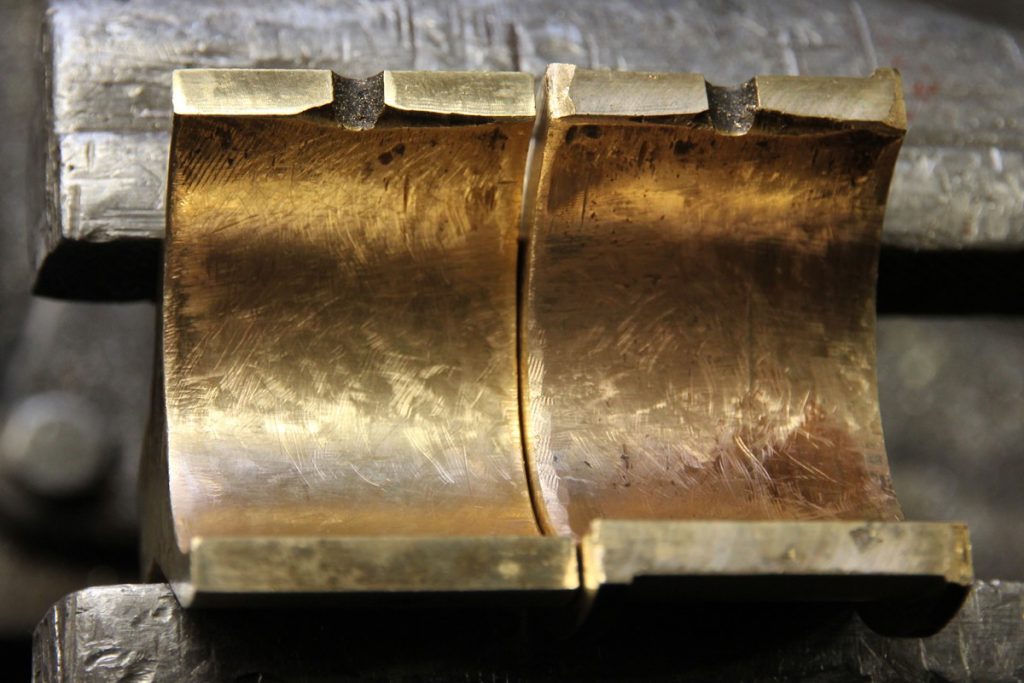
Ett av koppelstångslagren visade sig ha en lagerhalva som spruckit rakt av (längst till vänster). Skadan är gammal men hade nu blivit akut. Efter visst letande så hittade vi en låda på vinden med gamla lager till Hamra, och där låg en helt oanvänd lagerhalva sannolikt tillverkad tillsammans med fler lager ca. 1970 (mitten i v. bilden). Efter en del justerande så passade den precis i koppelstången. Men efter inpassning på plats mot vevtappen så visade sig att ingjutningen av babbitts (vitmetall) inte stämde riktigt med den andra lagerhalvan, vilken ändå hade några mindre skador.


Alltså vidtog omgjutning av lagret. Först ursmältning av gammal babbitts, sedan flussning av bronsytorna, förtenning, montering i gjutform, förvärmning samt slutligen gjutningen av den nya babbittsen.
One of the side rod bearings had a broken bronze half. We found a never used spare bronze made around 1970, when the machinery was partly overhauled. The bronze fitted exactly after minor adjustments, but the white metalling did not match its companion. They were now remetalled.
Surahammar
Renoveringen av Surahammar går framåt. Loket har fått buffert och koppel monterat både fram och bak, motorrummet har blivit målat och ett kylarsystem för motorn och växellådan har konstruerats och monterats.




Även hytten börjar ta form, just nu så funderar vi på hur vi ska konstruera förarstolen. Surahammar har en mycket låg hytt vilken innebär att det ej går att stå i loket, därför så ska det byggas en höj och sänkbar förarstol så att lokförare av olika längder kan köra loket utan att slå huvudet i taket eller ha skymd sikt.
Det ska byggas ett tunt trägolv över golvplåten. Notera den roliga konstruktionen med dörrhandtag på hyttväggen och inte på dörren.
Foto: Jimmy Gustafsson & Ola Dahlström

The light diesel Surahammar has had its engine room painted and a cooling system for the engine and gearbox built. The cab is taking shape, right now we are designing the driver’s seat. The cab has a very low ceiling, thus the chair must have adjustable height.